Вентиляция в сварочных помещениях
Сварочные работы сопровождаются выбросом большого количества вредных веществ. Для их удаления требуется обустройство системы воздухообмена. Вентиляция сварочного цеха – сложная система, регламентированная многочисленными правилами, которые изложены в специальных стандартах и нормативах.

Сварочный цех — помещение, в котором наличие вентиляционной системы критически важно
Несмотря на сложность, наличие общей информации по работе и обустройству воздухообмена позволяет обустроить такую систему своими руками.
Требования к вентиляции в помещениях для сварки
Сварочные работы относятся к вредным процессам, т. к. происходит выделение большого количества веществ: аэрозоли окислов железа, оксиды хрома, марганца, фтористые соединения, двуокись кремния.
Они несут существенную опасность для здоровья человека, наносят вред окружающей среде, поэтому все помещения, предназначенные для проведения постоянных работ по сварке (цехи, посты, участки), оборудуются вентиляцией.
Задачи, которые решает вентиляция сварочного поста:
- Выведение вредных веществ.
- Поддержание микроклимата в помещении по температуре, влажности, концентрации веществ в полном соответствии с установленными требованиями ГОСТ и СНиП.
- Постоянная подача свежего кислорода.
Воздухообмен сварочного помещения должен быть автономным. Если цех находится в здании с другими помещениями, вентиляция не должна быть совместной. Запрещено проектирование систем с повторным и циклическим использованием воздушных масс. Перед подачей в рабочее пространство воздух доводится до нужной температуры в зависимости от показателей на улице и в помещении.
Во время проведения работ не происходит существенного выделения тепла, поэтому естественная система не применяется. Низкие тепловые выделения не позволяют обеспечить необходимую разницу температур для естественной циркуляции воздушных потоков с нужной интенсивностью и скоростью.
Устройство и виды вентиляции в цехах для сварки
В сварочном цеху обустраивается два вида воздухообмена:

В сварочном цеху устанавливаются два вида воздухообмена: общеобменный или локальный
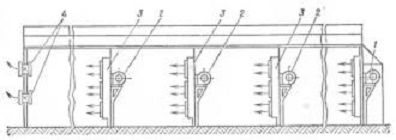
В цехе не должно образовываться «мёртвых» участков, особенно это касается углов, где застаивается отработанный воздух с большой концентрацией вредных элементов. Схема с горизонтальной подачей воздуха отлично подходит для сварочных помещений небольшой площади.
Приточные каналы с вентиляторами устанавливаются на высоте до 4 метров. Вытяжные каналы оснащаются вентиляторами аналогичной мощности и обустраиваются на противоположной стене. Высота расположения каналов должна быть одинаковой.
Расстояние между стеной с притоком и стеной с вытяжкой не должно превышать 100 метров. Если расстояние больше, отработанный воздух будет скапливаться в центральной зоне помещения. Мощность вытяжного вентилятора не должна быть меньше мощности прибора на входе, в противном случае загрязнённый воздух будет застаиваться.
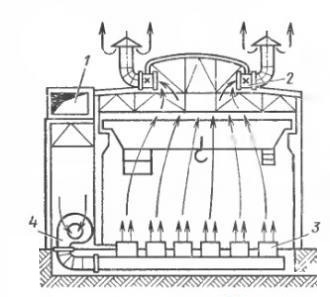
Вертикальная система предусматривает использование подвального помещения. Там монтируются приточные каналы. Под полом цеха монтируются вентиляторы. Отверстия в полу закрываются специальными металлическими решётками.
Диаметр ячеек не должен превышать 50 мм. Скорость потоков при выходе из вентиляторов – 4,5 м/с, скорость при проходе через решётку – 0,1–0,2 м/с. Вытяжные вентиляторы монтируются на крыше с выведением каналов в потолке.

Вытяжной вентилятор необходимо монтировать на крыше с выведением каналов в потолке
Преимущества применения местной вентиляции, состоящей из отсосов:
- удаление опасных веществ непосредственно в зоне их выделения;
- предотвращение распространения опасных элементов по всему помещению;
- близкое расположение позволяет производить удаление с использованием меньших объёмов воздуха и расходования меньших мощностей.
В помещениях, где невозможно оборудовать стационарные сварочные посты, и сварщики постоянно перемещаются во время проведения работ, местная вентиляция в виде отсосов будет неэффективна. В таких случаях используется общеобменная система высокой мощности с кратностью воздухообмена более 10.
В ряде ситуаций использование местной вентиляции с отсосами невозможно по следующим причинам:
- Изменение наименований свариваемых изделий (различные размерные характеристики и т. д.).
- Работа с объектами больших размеров.
- Невозможность использования фиксированных постов.
- Необходимость выполнения процедур по погрузке и выгрузке.
Если локальную систему использовать нельзя, то существенно увеличивается мощность общеобменного воздухообмена.
Оптимальная схема горизонтальной вентиляции в помещении длиной 30 м и шириной 20 м должна включать по 7 вентиляторов для притока и вытяжки с мощностью 7000 куб. м/ч. Необходима мощность оборудования для вертикальной системы в помещении с аналогичными размерами: на входе не менее 3400 куб. м/ч и на выходе 6800 куб. м/ч.
При выборе вентиляционной схемы нужно учитывать особенности производственных процессов. При сварке образуются конвективные потоки, когда подогретый воздух, насыщенный опасными веществами, от мест сварки поднимается наверх. В таких условиях поток к потолку можно усилить системой приточной вентиляции, а вверху установить вытяжное оборудование, но потоки отличаются крайней неустойчивостью.
При реальной эксплуатации такого воздухообмена возникает опасность нарушения движения потоков вверх горизонтальными струями холодного воздуха. Вместе с ними опасные вещества возвращаются вниз и распространяются по помещению.
Для повышения эффективности вентиляции рабочие места в помещении отгораживаются друг от друга. Эта мера при наличии локальной вытяжки позволяет локализовать опасные выделения и выводить их с помощью отсосов. При наличии перегородок подойдёт только вертикальная система общей вентиляции.
Вентиляция в сварочном цеху своими руками
Для крупных сварочных производственных помещений с несколькими сварочными постами вентиляция должна оборудоваться с участием квалифицированных специалистов, которые произведут точные расчёты и подберут оптимальное оборудование. В небольших сварочных цехах воздухообмен можно сделать своими руками, но и здесь важно произвести расчет по всем правилам.

В небольшом сварочном цехе обустроить вентиляцию можно самостоятельно
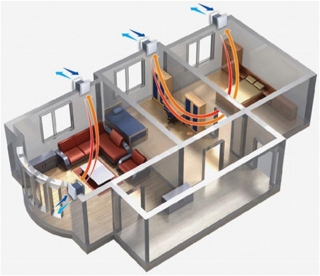
Работы можно условно разделить на два этапа. Сначала производится установка общеобменной приточно-вытяжной вентиляции принудительного типа. Будет использоваться смешанный тип подачи и вывода воздуха. Приточное оборудование будет подавать воздух горизонтально и вертикально.
Вытяжка производится вертикально:
- Рядом со стеной на улицу оборудуется вентиляционная камера. В ней устанавливается вентилятор с возможностью фильтрации, подогрева и охлаждения воздуха.
- Через отверстие в стене вентилятор забирает свежий воздух.
- От вентиляционной камеры в цехе к потолку прокладывается вентиляционный канал, который подаёт свежий воздух.
- На чердаке устанавливается ещё один вентилятор с фильтрами для очистки воздуха. От вентилятора на крышу выводится труба, с помощью которой выводится из здания отработанный воздух.
- В потолке проделываются 2–3 отверстия, которые с помощью вентиляционных каналов подводятся к чердачному вентилятору.
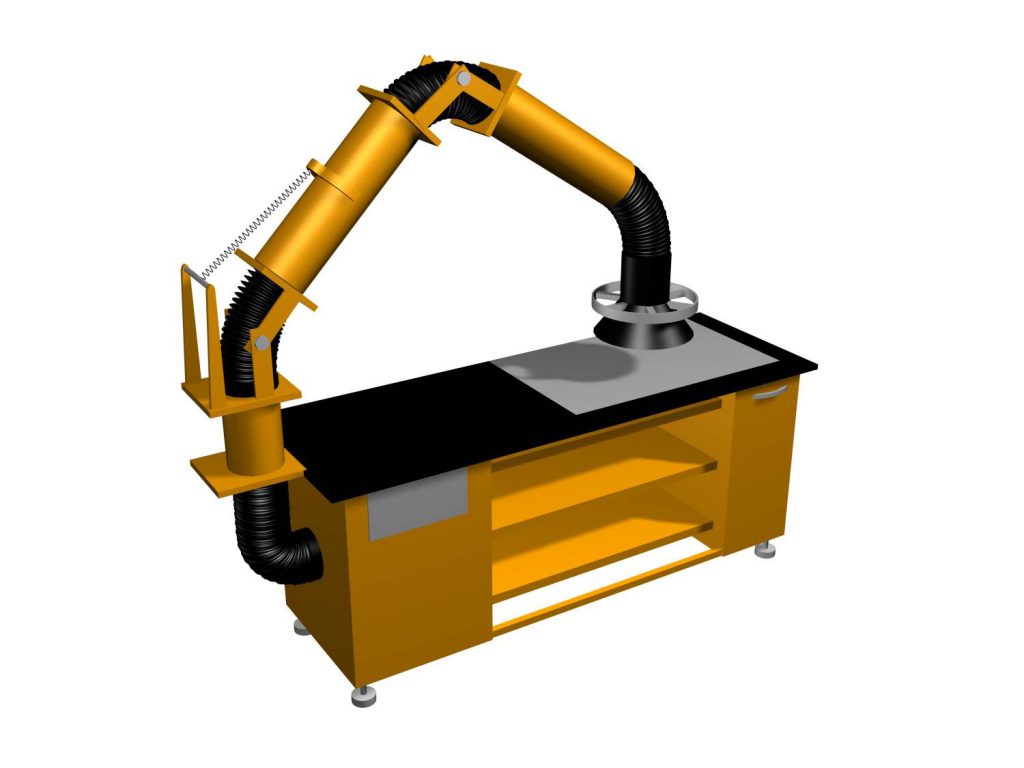
После оборудования общей системы воздухообмена производится установка местной линии. Вентиляция для сварочного поста местного типа представляет собой специальную отсосную систему.
Такое оборудование выпускается специально для производственных предприятий, и его можно подобрать в соответствующей комплектации для конкретного цеха. От отсоса прокладывается вентиляционный канал на кровлю.
Местная вытяжка позволит выводить большую часть вредных загрязнений автономно, не допуская их распространения по всему помещению. В случае необходимости монтируется мобильный отсос, позволяющий перемещать местную вытяжку вместе со сварочным аппаратом.
Система вентиляции сварочного цеха, поста, производства, участка
Наш специалист свяжется с Вами в течение 15 минут для уточнения деталей
Ищете комплексное решение?

Сварочный цех считается, пожалуй, одним из самых неблагоприятным мест для рабочей деятельности человека ввиду того, что во время технологического процесса выбрасывается огромное количество вредностей. Сварочные работы провоцируют насыщение окружающего воздуха фтористыми соединениями, окисями озона, азота и оксидами углерода, провоцирующими развитие опасных (т. н. «профессиональных») заболеваний и несущих вред окружающей среде. Именно поэтому грамотно спроектированная и сбалансированная система вентиляции сварочного цеха является приоритетной задачей.
Особенности и задачи системы вентиляции сварочного цеха
Особенностью при проектировании системы вентиляции сварочного цеха является необходимость достижения высоких результатов очищения воздушных масс, при относительно низких затратах энергии. Кроме того, процесс вентиляции производственного помещения должен быть бесперебойным — поэтому, помимо основной вентсистемы, предусматривается монтаж дополнительной (аварийной вентиляции), которая должна функционировать настолько же эффективно и продуктивно, как и основная.
Ключевыми задачами вентиляционной системы становятся следующие пункты:
- Минимизация концентрации вредных веществ, которые выделяются во время сварочных работ, посредством применения эффективных местных отсосов;
- Обеспечение рекомендуемых микроклиматических показателей, в соответствии с «Санитарными правилами при сварке, наплавке и резке металлов» №1009-73.
- Устранение химических выделений и выбросов, которые уже успели распространиться дальше помещения, посредством общеобменной вентиляции;
- Обеспечение достаточного притока свежих воздушных масс в сварочный цех, с целью снижения предельно допустимой концентрации вредных примесей и опасных веществ.

Вентиляция сварочного поста
Требования, предъявляемые к вентиляции сварочного цеха (СНИП II-33-75)
Согласно стандартам, разработанным и изложенным в СНИП II-33-75, к вентиляции сварочного поста/цеха, предъявляются следующие требования, которые должны неукоснительно соблюдаться, во избежание травм и отравлений.
Скорость потока, с которой движется воздух, при установке локальной вентиляции должна находиться в пределах 0,8-2,1 метр/сек;
Если расход сварочных материалов составляет более 0,21 г/ч, требуется обязательный монтаж общеобменной вентиляции. Если этот показатель ниже — можно обойтись системой локального воздухообмена;
Допустимый показатель скорости движения воздуха в области проведения сварочных работ варьируется от 0,4 до 1 метр/сек;
Направление потока свежего воздуха — строго на сварку;
Если сварочный аппарат используют в закрытых резервуарах, либо повышена интенсивность соединительных работ — приток подается на маску работника, при этом температура подаваемых воздушных масс должна быть не выше +19С;
Обязательна установка общеобменной вентиляции в шкафу для хранения газового баллона.
Виды систем вентиляции сварочного цеха. Вытяжная вентиляция
Один из наиболее важных моментов, которому уделяется повышенное внимание при организации вентиляции в цеху — сооружение качественных приборов для местного отведения всех вредных веществ, выделяемых в процессе сварки. Качественная вытяжка для сварочного поста — это не просто забота о здоровье сотрудника, но и уменьшение вреда для окружающей среды.
Чем лучше организована вентиляция сварочного стола и хорошо отгорожено место сварки — тем меньше вредных веществ попадут в атмосферу цеха. Кроме того, снижается требуемая мощность сварочной вытяжки.
На практике, местные отсосы способны уловить и поглотить до 2/3 объема всех выбрасываемых ядовитых веществ, для удаления оставшейся трети используют общеобменную систему вентиляции цеха.
*ВАЖНО! Вентиляция сварочного поста (СНИП II-33-75) в обязательном порядке должна быть оборудована мощными вытяжными системами, из расчета распределения мощности по следующей схеме: 25% направлены на верхний ярус производственного цеха, 75% – на нижний.

Местный отсос
Общеобменная вентиляция
Оборудование рабочих сварочных постов локальной системой отведения эффективно лишь в том случае, когда речь идет о стационарных столах. Если постоянные посты отсутствуют и рабочим цеха приходится постоянно перемещаться/выполнять работу на передвижных сварочных столах, система местной вытяжки становится попросту неэффективной. В таких ситуациях актуальной становится монтаж общеобменной системы вентиляции с кратностью воздухообмена до 10 единиц.
При выборе оптимальной общеобменной схемы, учитывают все важные моменты, в том числе выход конвективных потоков вверх производственного помещения. Конвективные потоки могут при необходимости усиливаться посредством направленных приточных струй или направляться этими струями к воздухозаборным панелям.
Беря во внимание тот факт, что эти потоки не особо стабильны и могут быть нарушены движением масс аэрационного воздуха или охлажденным притоком, могут возникнуть сложности в борьбе за чистый воздух. А если к этому прибавить то, что процесс сварки металлов сопровождается большим выделением пыли, единственный выход кроется в установке механической общеобменной системы вентиляции приточно-вытяжного типа с опцией обязательного подогрева приточного воздуха в холодные сезоны.

Приточная вентиляция: особенности подачи воздушных потоков
При обустройстве вентсистемы в сварочном цеху, подача воздуха может осуществляться как вертикально, так и горизонтально. Рассмотрим каждую из них подробнее.
При горизонтальном воздухообмене, систему вентиляции монтируют так, чтобы она охватывала всю площадь производственного помещения. Абсолютно не допускается образование застоя воздушных масс, при этом скорость воздушного обмена должна превышать хотя бы 0,1 м/сек. Это оптимальное решение для небольших сварочных помещений, или для цехов, где расстояние между вытяжкой и притоком не превышает 100 метров.
При вертикальном воздухообмене, система вентиляции организовывается посредством установки мощных вентиляторов в подвальных помещениях с тем, чтобы они обеспечивали мощный приток воздуха по вентиляционным шахтам. Выходные отверстия монтируются в полу и прикрываются спецрешетками, диаметр ячеек которых не превышает 5 сантиметров. Скорость движения воздуха при выходе от вентиляторов должна находится в пределах 4,5 м/сек и около 0,1 м/сек на входе в помещение. Вытяжные вентиляторы в этой схеме, устанавливаются, как правило, на крыше. Подобная система очень эффективно работает в производственных помещениях сварочных цехов с большой площадью, благодаря возможности очень быстро и эффективно снижать концентрацию вредных веществ до требуемых ГОСТами и СНиПами параметров.

Перейти в каталог вентиляционного оборудования
Расчеты для организации вентиляции рабочей зоны
Если следовать нормативам ГОСТ 12.3.003-86, сварочный цех нуждается в обустройстве локальной вентиляции со скоростью удаления грязного воздуха не меньше 1,5 м/с.
Чтобы рассчитать количество удаляемого местными отсосами отработанного воздуха, используют следующую формулу:
L=K(корень кубический)*а, где
K равен 12 (стандарт для однощелевых отсосов), либо
К равен 16 (стандарт для нескольких щелевых отсосов)
а — сила тока, которую поставляет аппарат для сварки.
Помимо этого, при расчете системы сварочной вентиляции, учитывают следующие общепринятые показатели требуемого объема воздуха:
- при ручной сварке — 4500 м 3 в час;
- при автоматической сварке — 2000 м 3 в час;
- при сварке, с использованием порошковой проволоки — 5400 м 3 в час;

Следует отдельно отметить, что всеми расчетами и установкой оборудования для сварочного цеха должны заниматься исключительно профессионалы. Несоблюдение требуемых норм и пренебрежение техникой безопасности может привести к опасным ситуациям, вплоть до летального исхода. Не экономьте на специалистах, ведь качественная вентиляция — залог успешной работы вашего предприятия.

Получить бесплатную консультацию инженера по вентиляции сварочного цеха
Вентиляция сварочных участков и цехов

Расчет систем отопления и вентиляции промышленных зданий – достаточно сложная задача даже для опытного проектировщика, требующая учитывать в расчетах массу специфических факторов и требований. Не являются исключением и электросварочные посты, участки и цехи. Недостаточная вентиляция сварочного производства может привести к тяжелым последствиям для здоровья и даже угрожать жизни работника.
Исходя из габаритов изготавливаемых деталей, сварочные работы могут производиться на стационарно расположенных столах или на стендовых плитах прямо посреди цеха. В зависимости от имеющихся в наличии предприятия производственных мощностей, сварка в основном выполняется полуавтоматами в среде углекислого газа (под аргоном или другими инертными газами), либо же штучными электродами (под флюсом).
Актуальность вопроса

При проектировании приточно-вытяжной вентиляции сварочного производства для определения интенсивности и степени загрязнения атмосферы помещения можно руководствоваться следующими значениями средних часовых расходов сварочных материалов:
– до 1,5 кг – при ручной сварке штучными электродами;
– до 2,0 кг – при механизированных работах;
– 4,0…6,0 кг – при работе с полуавтоматами и роботизированной сварке.
Предельно допустимые концентрации различных веществ, выбрасываемых в рабочую зону при работе со сваркой, приведены в таблице.
| Наименование вещества |