Ремонт и устройство задвижки
Задвижки из чугуна параллельные, фланцевые с выдвижным шпинделем и ручным приводом
Неисправность задвижки
Задвижка пропускает воду
Причина
Диски 8 (рис. 33) полностью не опустились, не прижались к уплотнительным кольцам корпуса
Способ устранения
Закрутите маховик 2 (рис. 32) специальным ключом 8 или трубным рычажным ключом 1. Торцы шпинделя 4 и гайки должны быть на одной высоте. Перед закручиванием ключом сделайте маховиком несколько оборотов в обратную сторону. Это обеспечит закрытие задвижки с меньшими усилиями, так как, выдвинув шпиндель, можно смазать его резьбу.

Рис. 32. Открытие и закрытие задвижки: а, б — правильно; в — неправильно; 1 — ключ трубный рычажной; 2 — маховик: 3 — лом или обрезок трубы; 4 — шпиндель; 5— крышка сальника; 6 — крышка корпуса; 7 — корпус; 8 — специальный ключ
Неисправность задвижки
Маховик вращается, а шпиндель неподвижен
Причина
Скруглены углы схождения граней квадрата на шпинделе под маховиком
Способ устранения
Придержав шпиндель 13 (РИС. 33) трубным ключом, отверните гайку 3 любым ключом и снимите маховик 1. Напильником запилите новые грани пониже имевшихся, если позволит длина шпинделя. Можно, взявшись трубным ключом за шпиндель, открыть и закрыть задвижку

Рис. 33. Задвижка из чугуна параллельная, фланцевая с выдвижным шпинделем и ручным приводом: 1 — маховик; 2 — ходовая гайка; 3 — гайка; 4 — шпонка; 5 — гайка; 6 — сальниковая набивка; 7 — прокладка; 8 — диск; 9 — уплотнительное кольцо диска: 10 — уплотнителыюе кольцо корпуса: 11 — клин; 12 — корпус; 13 — шпиндель; 14 — крышка корпуса; 15 — болт; 16 — крышка сальника
Неисправность задвижки
Маховик вращается, а ходовая гайка неподвижна
Причина
Выпадение или срезание шпонки
Способ устранения
Одним трубным рычажным ключом придержите маховик 1, а другим — отверните гайку 3. После снятия маховика в шпоночную канавку вставьте новую шпонку 4, сделанную из обрезка стальной проволоки или гвоздя, запиленного напильником. Новая шпонка должна заполнить углубление в ходовой гайке 2 и упереться в дно шпоночной канавки маховика. Это устранит выпадание шпонки
Неисправность задвижки
Маховик вращается вместе со шпинделем и задвижку невозможно открыть для прохода воды
Причина
Прямоугольный конец шпинделя, находящийся внутри корпуса задвижки, вышел из зацепления с дисками
Способ устранения
Возьмитесь губками трубного ключа за верхний резьбовой конец шпинделя и, не давая ему крутиться, вращайте маховик, поднимая и опуская при этом прямоугольный конец шпинделя 13 внутри корпуса 12 задвижки до тех пор, пока он не попадает между дисками 8 и не подтянет их. Обычно это удается за три-четыре поворота шпинделя 13 трубным ключом на 15—90°. Если при таком перемещении прямоугольный конец шпинделя не подтянет диски 8, значит они упали на дно корпуса 12 и задвижку надо разбирать. Перекройте другими задвижками поступление воды к аварийной задвижке. Отверните гайки с болтов, стягивающих корпус и крышку корпуса. Если задвижка находилась вместе с трубопроводами на открытом воздухе или в слишком влажном месте, грани головок болтов повреждены ржавчиной, тогда единственный способ разборки — разрезание болтов ножовочным полотном. Это возможно благодаря большому зазору между крышками 14 и 16. Новые болты и гайки при установке обильно смажьте солидолом, техническим вазелином и т. п. Взявшись за маховик 1, попытайтесь отделить крышку 14 от корпуса 12. Легкие удары по нижнему краю крышки молотком или зубилом и молотком будут способствовать съему крышки. О прокладке 7 не заботьтесь, вырезайте новую. Старая резиновая прокладка пригодна, если она сохранила эластичность. При использовании старой прокладки переверните ее. Корпус 12 задвижки, длительное время находившийся в эксплуатации, может не отделиться от дисков 8. Тогда ударами молотка по зубилу сколите наслоения, препятствующие отделению дисков. После поднятия дисков очистите их и внутреннюю полость корпуса от наслоений. Положите прокладку 7 на фланец корпуса. Наденьте диски 8 на прямоугольный конец шпинделя 13 и все вместе опустите в корпус. Чтобы диски прочно установились на шпинделе, зафиксируйте их стальной проволокой. Для этого напильником или ножовкой проточите канавки на шейках дисков и по ним намотайте проволоку. Эта обмотка не должна мешать соприкосновению уплотнительных колец 9 и 10 диска и корпуса. Обмотку проволокой можно заменить установкой скобы из достаточно упругой стальной проволоки.
Для стопорения такой скобы на шейке одного из дисков высверливают два противолежащих углубления
Неисправность задвижки
Маховик вращается вместе со шпинделем и пользоваться задвижкой невозможно
Причина
Углы прямоугольника шпинделя, находящиеся между дисками, закруглились
Способ устранения
Самый простой способ — заменить шпиндель, используя старую задвижку, пришедшую в негодность по другим причинам. Можно и с новой задвижки снять шпиндель, что займет меньше времени, чем установка другой задвижки.
Изношенный прямоугольный конец шпинделя восстанавливаем усадкой, разогрев шпиндель в кузнечном горне, или наплавкой с помощью электросварки. После электросварки подправляют углы на заточном станке
Неисправность задвижки
Задвижка полностью не перекрывает воду несмотря на нормальное движение дисков
Причина
Неравномерные наслоения и царапины на уплотнительных кольцах
Способ устранения
Разъедините крышку 14 и корпус 12, максимально приблизив диски к крышке корпуса. Для этого вывинтите шпиндель до крайнего положения. Это облегчит извлечение дисков со шпинделем, если не помешают наслоения. При этом прямоугольный конец шпинделя не должен раздвигать диски. Нельзя допускать опускания дисков 8 на дно корпуса, ибо их будет распирать клин 11, прижимаяк уплотнительным кольцам корпуса и не позволяя вынуть диски. Если задвижка отсоединена от трубы, через отверстие во фланце корпуса пальцами одной руки можно подтолкнуть диски снизу, а другой рукой вытягивать шпиндель. После разборки прилегающие поверхности уплотнительных колец 9 и 10 дисков и корпуса очистите ножом. Причем лезвие ножа держите так, чтобы оно сразу захватывало всю ширину кольца. Невыполнение этого условия приведет к образованию новых царапин. В частности, задвижка может пропускать воду из-за того, что контактирующие поверхности бронзовых колец в корпусе и на дисках исцарапаны песком, окалиной и т. п., которые накапливаются между внутренними деталями задвижки. После закрытия и открытия задвижки частицы вымываются струей воды и поступают к кранам и смесителям. Если отвернете вентильную головку, хлынет ржавый поток. Уплотнительные кольца дисков можно очистить травлением. В ведро с водой насыпьте полстакана или стакан стиральной соды или стирального порошка и положите туда диски на сутки или двое. То же можно проделать и с уплотнительными кольцами корпуса. Но для этого, во-первых, корпус должен быть отсоединен от трубопроводов и, во-вторых, использована подходящая емкость. Иногда применяют оба способа освобождения поверхности уплотнительных колец от наслоений (физический и химический).
После очистки одну из поверхностей колец натрите мелом или протрите рабочей стороной старой копирки для пишущей машинки. Теперь загрязненной поверхностью протрите соответствующую соприкасающуюся поверхность. Возникшие окрашенные бугорки пришабрите. Не возбраняется и притирка, но она длительнее.
Для грубой притирки можно использовать порошок, оставшийся у заточного станка. Можно и самому приготовить порошок из смеси мелко растолченного кирпича и стекла. Порошок рассыпьте на ровной металлической поверхности, на керамической плитке и т. п. Уплотнительными бронзовыми кольцами дисков водите по смеси в разных направлениях, иногда приподнимая. Чтобы смесь лучше обволакивала поверхность колец, добавьте в нее жидкого масла, смесь должна приобрести консистенцию сапожного крема в коробках (в тюбиках крем жиже). Грубую притирку допускается производить и абразивной шкуркой, приклеенной или привязанной по краям к дощечке. Ширина дощечки должна быть больше диаметра кольца. Притирайте сразу всю поверхность, изменяя направления возвратно-поступательных движений и оказывая равномерное давление на всю поверхность дощечки. Таким путем удобно очистить поверхность диска, но сложно очистить внутреннюю поверхность корпуса при притирке можно использовать специальные пасты типа ГОИ.
Неисправность задвижки
Сворачивается маховик с ходовой гайки
Причина
Способ устранения
1. Выточить на токарном станке новую гайку, создав грани на фрезерном станке или ножовкой и напильником. Учтите, что ходовая гайка почти всегда имеет внутреннюю трапецеидальную резьбу и наружную метрическую. В задвижках D=50мм часто вместо шпонки на ходовой гайке 2 нарезают наружную резьбу. На нее наворачивают маховик, имеющий соответствующую резьбу во внутреннем отверстии ступицы. Маховик контрят гайкой 3 (см. рис. 33). Нужно учесть, что резьбы на ходовой гайке и маховике — левые, т. е. маховик будет сворачиваться с ходовой гайки, если его закручивать, желая опустить диски и закрыть задвижку.
2. Снять гайку с аналогичной, не установленной на трубопроводах, задвижки. Вращайте гайку по часовой стрелке. Установите гайку на место, завинчивая против часовой стрелки до момента заклинивания с резьбой ступицы маховика.
3. Открутите маховик. Подложив тряпицу под губки трубного ключа, вращайте им шпиндель за верхний резьбовой конец в нужную сторону
Неисправность задвижки
Ступицу маховика невозможно вращать
Причина
Обломаны колесо и спицы маховика
Способ устранения
По ступице подберите трубный ключ соответствующего номера или снимите ступицы и работайте имеющимся ключом. Для захвата цилиндрических поверхностей ключ должен иметь две губки с острыми зубцами
Неисправность задвижки
Невозможно открыть и закрыть задвижку
Причина
Способ устранения
Подложив тряпицу под губки трубного винта, вращайте им шпиндель за резьбовой конец
Неисправность задвижки
Утечка из-под крышки сальника
Причина
Ослабление сальниковой набивки
Способ устранения
Равномерно попеременно закручивайте гайки 3 на болтах 15. Если фланец крышки 16 сальника уперся во фланец крышки 14 корпуса, то нужно дополнить Набивку 6 или извлечь остатки старой и заменить ее новой. Заменять сальник можно лишь закрутив до предела маховик и проверив, насколько перекрыта задвижка. Для этого откройте один из вентилей или кранов, расположенных за задвижкой. Слабая утечка воды не будет помехой, но при сильной струе воды набивка сальника запрещена, так как вода его выдавит.
Для набивки сальника выверните гайки 3, прижимающие сальниковую крышку. Выньте ее из крышки 14 корпуса. Легче это сделать, если крышку сальника последовательно, а еще лучше одновременно, поддеть с двух сторон, предположим, лопаткой большой отвертки и лопаткой гвоздодера или рукоятками рычагов трубного ключа. Чтобы крышка сальника впредь не мешала, подвесьте ее на проволоке к спицам маховика. Обнажившееся гнездо для сальника очистите от грязи и обрывков старой набивки стальным крючком. Уложив первый слой свежей набивки, постарайтесь его хорошо утрамбовать. Удобнее всего это осуществить той же крышкой сальника, если она свободно входит
в отверстие. При укладке слоев уплотнения поможет и половина трубки подходящего диаметра, разрезанная вдоль. Будет удобнее применить такую половину трубки, если к ней под углом 90°с приварить рукоятку. Можно в качестве рукоятки использовать выпиленный под углом 20—30° и отогнутый сектор: трубки.
На восстановленную сальниковую набивку опустите крышку сальника и притяните ее гайками. Зазор между фланцем этой крышки и фланцем крышки корпуса должен оставаться равным 6—10мм, как резерв. Качество своей работы проверьте поднятием и опусканием шпинделя. Утечка воды будет сигнализировать о необходимости дальнейшего закручивания гаек.
При отсутствии стандартного уплотнения примените скрученные нити из мешковины или полосы из хлопчатобумажной ткани, слегка смазанные любым маслом, что предохраняет их от гниения. Пригодны для уплотнения и веревки из натурального волокна. Сальник можно также составить из полуколец резины, специально вырезанных, но в этом случае надо слабо притягивать крышку сальника. Сильная затяжка приведет к возникновению излишнего сопротивления перемещению шпинделя, да и резина будет крошиться
Неисправность задвижки
Утечка из-под прокладки
Причина
Порвана или продавлена прокладка
Способ устранения
Как и в предыдущем случае, закройте задвижку и проверьте, насколько она не пропускает воду. Затем снимите соединительные болты между крышкой 14 и корпусом 12 и через один временно замените их более длинными (длиннее на 20—25мм). Оставшиеся болты тоже удалите, а на длинных отверните гайки 2—5 нитки резьбы и сразу поворачивайте маховик в сторону закрывания. Крышка 14 немного поднимется. Повторяйте «процедуру» до тех пор, пока не возникнет зазор в 1—15мм, достаточный для смены прокладки 7. Иногда зазор увеличивают для того, чтобы почистить поверхности от остатков изношенной прокладки.
Новую прокладку вырежьте по старой или по крышке, уменьшив наружные размеры на два диаметра болта. В одном месте прокладку разрежьте зигзагообразно для введения ее в зазор между крышкой и корпусом. Зигзаг на разрезе прокладки должен предохранять от просачивания воды. Для надежности можно установить две прокладки со смещением разрезов на 180°. Для корректировки положения прокладки при вырезании оставьте на ней «рожки».
Наилучший материал для прокладок — листовая резина, наихудший — обычный, не гофрированный промасленный картон
Техническое обслуживание задвижек

Технологический режим работы задвижек с указанием вида управления (местное или дистанционное), перепада давления на них и максимального рабочего давления устанавливается на основании проектной документации.
Эксплуатация задвижек с полуприкрытым затвором запрещается. Исключением являются аварийные ситуации на насосно-перекачивающих станциях (НПС), когда задвижки непродолжительное время могут использоваться для дросселирования давления.
Дежурным персоналом раз в смену проводятся технические осмотры запорной арматуры, в ходе которых проверяются:
- герметичность фланцевых соединений и сальниковых уплотнений;
- плавность перемещения подвижных частей;
- исправность электропривода.
В рамках технического обслуживания раз в месяц выполняются следующие работы:
- мелкий ремонт арматуры, не требующий специальной остановки магистральных насосов (чистка наружных поверхностей, устранение подтеков масла, обслуживание площадок и т.д.);
- визуальная проверка состояния всех частей задвижек;
- проверка наличия смазки в редукторе электропривода и ее пополнение;
- проверка герметичности сальникового уплотнения и фланцевых соединений;
- проверка работоспособности электропривода (крепления клемм, защиты от перегрузок, срабатывания конечных выключателей и муфты ограничения крутящего момента);
- контроль герметичности затвора.
Для обеспечения герметичности фланцевых соединений два раза в год (весной и осенью) их обтягивают. Эта же процедура выполняется в случае обнаружения течи во фланцевом соединении.
Обтяжка фланцевых соединений задвижек должна выполняться при давлении, сниженном до безопасного уровня. Необходимо иметь в виду, что перед обтяжкой фланцевого соединения корпуса и крышки клиновой задвижки необходимо приоткрывать клин во избежание повреждения резьбовой втулки.
Определение крутящего момента электропривода задвижки осуществляется измерением величины силы тока его электродвигателя. Его величина не должна превышать номинальное значение более чем на 10%.
При проведении сезонного технического обслуживания 1 раз в 6 месяцев производится контроль герметичности затвора задвижек. Его совмещают с плановыми остановками магистрального трубопровода и НПС.
Для контроля герметичности затвора создается перепад давления, равный 0,1-0,2 МПа при избыточном давлении не менее 0,4 МПа. Критериями оценки герметичности являются изменение давления в отсеченных участках трубопровода и наличие шума протечек перекачиваемой жидкости через затвор.
Изменение давления в отсеченном участке трубопровода контролируется по показаниям манометров (не ниже первого класса точности с ценой деления не более 0,05 МПа) не менее чем за 30 мин. Затвор считается негерметичным, если за полчаса изменение давления составит 0,1 МПа и более.
Регистрация шума протечек перекачиваемой жидкости через затвор осуществляется акустическими приборами (течеискателями, шумомерами). Фиксация такого шума в задвижках узла подключения НПС к магистральному трубопроводу, нагнетательных и всасывающих линий магистральных насосов (агрегатные задвижки), камеры пуска и приема СОД, приемо-раздаточных патрубков резервуаров свидетельствует о негерметичности затвора. В остальных случаях протечки не должны превышать допустимой величины, определяемой классом герметичности задвижек.
Критериями их неработоспособности являются:
- неустранимые дополнительной подтяжкой утечки через сальниковые уплотнения и фланцевые соединения;
- протечки перекачиваемой среды в затворе, превышающие допустимую величину;
- заклинивание подвижных частей задвижек при открытии и закрытии арматуры;
- увеличение времени срабатывания сверх допустимого;
- выход электропривода из строя.
Неработоспособные задвижки подвергаются ремонту.
Сведения о способах устранения их возможных неисправностей приведены в таблице ниже.
Возможные неисправности задвижек и способы их устранения
| Неисправность | Возможные причины | Способы устранения |
| Пропуск среды при закрытой задвижке | Нарушаете герметичности в связи с износом или загрязнением поверхностей уплотнительных колец корпуса и клина или диска. |
Недостаточное усилие на маховике (меньше расчетного).
Недостаточный крутящий момент, развиваемый электроприводом.
Образование осадка твердых частиц или смолы в нижней части корпуса
Увеличить усилие на маховике до расчетного.
Проверить настройку муфты крутящего момента. Проверить напряжение на вводе. Проверить техническое состояние электродвигателя.
Разобрать задвижку и удалить осадок
Повреждены уплотнительные поверхности корпуса или крышки
Снять крышку, исправят повреждение и притереть поверхности уплотнения
Износ сальниковой набивки.
Повреждена поверхность шпинделя
Поднабить сальник или заменить сальниковую набивку.
Технология демонтажа и ремонта задвижек
 Ремонт задвижек относится к обязательным процедурам, сопровождающим процесс эксплуатации подобных устройств. Ведь в конструкции задвижек имеются подвижные элементы, следовательно, такая запорная арматура нуждается, как минимум, в периодической замене подобных узлов.
Ремонт задвижек относится к обязательным процедурам, сопровождающим процесс эксплуатации подобных устройств. Ведь в конструкции задвижек имеются подвижные элементы, следовательно, такая запорная арматура нуждается, как минимум, в периодической замене подобных узлов.
Кроме того, задвижка может выйти из строя и по другим причинам. Поэтому в данной статье мы рассмотрим типичные угрозы функциональности устройства и способы их устранения путем периодического или капитального ремонта задвижки.
Причина неисправности задвижек
Конструкция задвижек предполагает, что в процессе эксплуатации узел может утратить работоспособность из-за следующего стечения обстоятельств:
- Потери герметичности в стыковочном узле корпус-трубопровод.
- Потери герметичности в стыковочном узле шпиндель-сальник.
- Потери герметичности в стыковочном узле заслонка-корпус.
Причиной утечек между корпусом задвижки и торцом трубы является либо монтажный брак, либо утечка вследствие деформации уплотнительной прокладки, герметизирующей стык. Диагностика такой поломки проводится визуально: о необходимости выполнить ремонт задвижек – чугунных, стальных или полимерных – без разницы, сигнализирует течь в зоне стыка корпуса и трубопровода.
 Причиной разгерметизации крышки корпуса или крышки сальника является только прохудившийся сальник – уплотнитель, защищающий точку прохода штока или шпинделя сквозь указанные детали. Такую поломку можно диагностировать по потекам на корпусе арматуры. Причем на тип проблемы указывает источник (начало) потека – горловина крышки корпуса.
Причиной разгерметизации крышки корпуса или крышки сальника является только прохудившийся сальник – уплотнитель, защищающий точку прохода штока или шпинделя сквозь указанные детали. Такую поломку можно диагностировать по потекам на корпусе арматуры. Причем на тип проблемы указывает источник (начало) потека – горловина крышки корпуса.
Причиной внутренней утечки в зоне заслонки является применение задвижек арматуры в трубопроводах, транспортирующих сильно загрязненный поток, частички которого деформируют уплотнительные кольца запора. Кроме того, частички могут оседать на внутренних стенках корпуса, тем самым препятствуя плотному контакту с затвором арматуры. Такую поломку диагностировать очень сложно. Ведь выявить внутренние неисправности в узле можно только по косвенным признакам – наличию скачков давления в перекрытом трубопроводе.
Технология ремонта задвижек зависит от типа поломки. Ведь внешние утечки (в зоне корпус-труба и шпиндель-сальник) диагностируют и устраняют с помощью совершенно иных действий, чем утечки внутренние (в зоне корпус-заслонка).
Ремонт и демонтаж задвижек арматуры
 Ремонтные работы, целью которых является восстановление работоспособности задвижки, выполняются либо путем полного демонтажа узла, либо путем частичной разборки-сборки арматуры. Капитальный ремонт задвижки можно организовать и тем, и другим способом. Для частичного ремонта достаточно разобрать крышку сальника и снять крышку корпуса. Однако и та, и другая операция начинается с одного действия – перекрытия трубопровода выше по течению потока. Разумеется, для этих целей следует задействовать работоспособное запорное устройство.
Ремонтные работы, целью которых является восстановление работоспособности задвижки, выполняются либо путем полного демонтажа узла, либо путем частичной разборки-сборки арматуры. Капитальный ремонт задвижки можно организовать и тем, и другим способом. Для частичного ремонта достаточно разобрать крышку сальника и снять крышку корпуса. Однако и та, и другая операция начинается с одного действия – перекрытия трубопровода выше по течению потока. Разумеется, для этих целей следует задействовать работоспособное запорное устройство.
Для сохранения уровня ремонтопригодности магистрали, очень важно своевременно выполнять все ремонтные работы в узлах запорной арматуры. В ином случае стоимость работ по восстановлению задвижек арматуры увеличится на несколько порядков.
Процесс разборки-сборки выглядит следующим образом:
- В самом начале демонтируется маховик, из которого извлекается ходовая гайка.
- Далее из крышки корпуса вывинчиваются стопорные винты крышки сальника. Если поломка связана с узлом – шпиндель сальник, то после удаления крышки нужно просто демонтировать уплотнитель и заменить его новым, неповрежденным узлом.
- После демонтажа (и, если нужно, замены) сальника необходимо разобрать фланцевое соединение на стыке корпуса и его крышки. Для этого из посадочных отверстий в корпусе выкручиваются монтажные винты крышки.
- Сняв крышку можно извлечь из корпуса шпиндель и втащить из седла заслонку. На этом этапе можно выполнить чистку заслонки и седла корпуса, попутно заменив уплотнительные элементы. Кроме того, очень часто заслонку просто меняют на новую деталь, аналогичной формы. Ведь все узлы задвижек стандартны, следовательно, проблем с подбором работоспособного элемента у слесаря быть не может.
- Заменив или отреставрировав заслонку можно приступать к сборке задвижки, которую выполняют в обратном порядке.
Указанную операцию можно провести и на отсоединенной заслонке, и на арматуре, вмонтированной в трубопровод. А вот для замены прокладок или устранения ошибок на стыке корпуса и трубы нам придется, в обязательном порядке, демонтировать все устройство, с последующей разборкой-сборкой и установкой арматуры в трубопровод.
По завершению ремонтных работ слесарь должен протестировать устройство на работоспособность. То есть, отремонтированная задвижка должна запирать трубопровод, полностью прекращая течение жидкости в магистрали.
Контрольным прибором, в данном случае является обычный манометр, который должен зафиксировать падение давления в трубе, расположенной ниже (по направлению течения потока) задвижки.
Технология демонтажа и ремонта задвижекПричины неисправности задвижек
Введение
Острота проблемы технического обслуживания
и ремонта промышленной трубопроводной
арматуры (ПТА) возникла с началом
реформирования народного хозяйства
страны и формирования рыночных отношений.
В результате преобразований произошло
резкое увеличение стоимости ПТА, которая
стремительно приблизилась к мировому
уровню. Ограниченный объем финансовых
ресурсов потребителей ПТА заставил их
искать выход из сложного положения,
когда замена изношенной арматуры на
новую стала тяжелым экономическим
бременем. В этих условиях потребители
арматуры и вспомнили о возможности
осуществления ремонта и начали его
проводить стихийно на низком техническом
уровне, но ставя задачу создания системы
технического обслуживания и ремонта
ПТА. Эта ситуация и родила спрос
на-технические средства проведения
ремонта, технологические процессы,
методики оценки эффективности проведения
ремонтов, положения по организации
ремонтного производства, нормативы по
обеспечению качества и .д.
Необходимым условием нормального
функционирования системы технического
обслуживания и ремонта является
взаимодействие исполнителей, вооруженных
конструкторской и технологической
ремонтной документацией, техническими
средствами — в виде технологического
оборудования, технологической оснастки,
средствами диагностики, испытаний и
контроля процессом ремонта. В рыночных
условиях экономическая эффективность
является превалирующим фактором,
определяющим заинтересованность в
запуске и повседневном поддержании
нормального функционирования системы
технического обслуживания и ремонта.
О целесообразности проведения ремонта
ПТА свидетельствуют структура
технологических процессов, результаты
технико-экономических расчетов и
практические данные эффективности
эксплуатации специализированных
подразделений и организаций, осуществляющих
техническое обслуживание и ремонт ПТА.
Затраты на проведение мелкого, среднего
и капитального ремонтов находятся в
диапазоне от 7% до 50% стоимости новой
арматуры, что позволяет вполне определенно
утверждать, что в современных экономических
условиях и при современном уровне
качества трубопроводной арматуры
правильно организованный и в достаточной
мере технически оснащенный процесс
ремонта экономически выгоден потребителю
арматуры.
Свойства задвижек, возможность их
использования в различных производствах
зависят от многочисленных факторов. К
важнейшим факторам можно отнести
конструктивное оформление базовых
деталей, таких как корпус, клин, крышка,
применяемый для этих деталей материал,
способы получения заготовок, массогабаритные
характеристики.
Эксплуатация задвижек предполагает не
только сам процесс непосредственного
функционирования изделия, это еще и
надзор за состоянием трубопроводных
систем, технологического оборудования
и трубопроводной арматуры. для поддержания
в работоспособном состоянии оборудования,
трубопроводной арматуры и постоянного
обеспечения безопасности осуществляется
постоянный надзор, техническое
обслуживание и ремонт.
Клиновые задвижки с позиции обеспечения
герметичности в затворе и ресурса
герметичности являются наиболее сложным
объектом из всех типов запорной арматуры.
Они относятся к четырехповерхностным
системам. Для обеспечения герметичности
в них необходимо точно изготовить четыре
поверхности. При этом поверхности должны
точно располагаться относительно друг
друга. Наибольшей технологической
проблемой является обеспечение точности
угловых параметров затвора. Для достижения
точности в технологическом процессе
ремонта должны использоваться или
специализированная технологическая
оснастка на универсальное оборудование,
или специализированное ремонтное
оборудование. Технологические приемы
должны обеспечивать качество всей
совокупности метрических параметров.
Описание технологического процесса
Частичная разборка задвижки с целью ремонта, замены шпинделя или клина производится без демонтажа задвижки с трубопровода при отсутствии давления рабочей среды. Разборку производить в следующем порядке :
— установите клин в верхнее положение ОТКРЫТО и снимите кожух и указатель ( для электропривода ОАО Тулаэлектропривод);
— установите клин в среднее положение, опустив его на 3/ 4 полного хода, если задвижка находится в положении ОТКРЫТО или подняв его на ј полного хода, если задвижка находится в положении ЗАКРЫТО ;
— выверните на 2-3 оборота пробку и убедится в отсутствии давления среды в трубопроводе;
— снимите крепеж крышки;
— поднимите узел до выхода из корпуса. Отведите узел в сторону и установите клин в вертикальном положении на подкладках;
— выведите головку шпинделя из сопряжения с верхним пазом клина, после чего узел установите в горизонтальном положении на подкладках. При необходимости снятый узел можно полностью разобрать .
После осмотра и ремонта деталей и узлов соберите задвижку в следующем порядке:
— смажьте и уложите кольцо уплотнительное в проточку на торце корпуса;
— застропите крышку в сборе со шпинделем и стойкой в вертикальном положении, осторожно введите головку шпинделя в соответствующий паз клина и опустите собранный узел в полость корпуса. Узел опускайте медленно, направляя клин по направляющим между патрубками корпуса
Клин необходимо установить в прежней ориентации относительно патрубков корпуса;
— установите крепеж крышки и равномерно его затяните крутящим моментом по диаметрально-перекрестной схеме:
Мкр.=(70±7) кгс. м -для DN 500;
Мкр =(120±12) кгс. м — для DN 600;
Мкр =(140±14) кгс. м — для DN 700,800;
Мкр. =(190±19) кгс. м — для DN 1000,1200;
Дальше монтаж электропривода задвижки и проверка работоспособности задвижки.
Полная разборка задвижки для ремонта узла уплотнения производится только после демонтажа задвижки с трубопровода.
После сборки задвижку необходимо опрессовать давлением Рn =12,0 МПа при открытом затворе в соответствии с правилами, действующими на эксплуатируемом объекте Количество опрессовок пробным давлением — не более 10 за полный назначенный срок службы корпусных деталей.
Ремонт запорной арматуры на трубопроводах
Ремонт арматуры и трубопроводов
Основными дефектами трубопроводов являются нарушение плотности во фланцевых, муфтовых и фитинговых соединениях. Устраняют протечку подтяжкой фланцев, фитингов. При продолжении течи соединение разбирают, проверяют уплотнительные поверхности, прокладки, уплотнения при необходимости заменяют, трещины в трубах. Устраняют неисправности наложением хомутов, накладок, завариванием электро- или газосваркой. Трещины в медных трубах заделывают пайкой.
При ремонте трубопроводов соединения тщательно очищают от грязи, смазки, остатков полупродуктов и промывают. Неровности уплотнительных поверхностей зачищают напильниками, надфилями, шаберами, притирают с помощью абразивных паст и порошков. Резьбовые соединения трубопроводов уплотняют льняной нитью, паклей, суриком, белилами и специальными пастами.
Ремонт трубопроводов (категории указаны в табл. 20) проводится с учетом требований Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденных Госгортехнадзором 10.03.70.
Под требование Правил не подпадают трубопроводы с параметрами 1 категории с наружным диаметром менее 51 мм и 2, 3 и 4 категорий с наружным диаметром менее 76 мм; сливные, продувочные и выхлопные, из неметаллических материалов; плавучих сооружений, АЭС и специальных установок.
Для ремонта трубопроводов, подпадающих под действие Правил, используются только материалы, разрешенные ими. Материалы, не имеющие паспортов или сертификатов, могут применяться только после испытания и контроля.
Изготовление, монтаж и ремонт трубопроводов и их элементов должны производиться предприятиями или организациями, располагающими необходимыми техническими средствами и подготовленным персоналом.
Изготовление и ремонт трубопроводов, подлежащих регистрации в органах Госгортехнадзора СССР, могут осуществляться только организациями, имеющими разрешение местных органов Госгортехнадзора регистрируются в местных органах технадзора трубопроводы 1 категории с условным проходом более 70 мм, а также 2 и 3 категорий с условным проходом более 100 мм. Другие трубопроводы регистрируются на предприятии – владельце трубопровода.
Разрешение на эксплуатацию на вновь смонтированный или отремонтированный трубопровод выдается участковым инспектором Госгортехнадзора СССР (для трубопровода, зарегистрированного в органах котлонадзора) и для трубопроводов, не зарегистрированных в котлонадзоре, – лицом на предприятии, ответственным за исправное состояние и безопасную эксплуатацию трубопроводов.
При ремонте разрешено применение всех промышленных методов сварки, обеспечивающих необходимую эксплуатационную надежность сварных соединений трубопровода. К сварочным работам допускаются сварщики, имеющие удостоверение. Сварочные работы проводят при температуре окружающего воздуха не ниже 0°С. При монтаже трубопровода допускается применение сварки при температуре минус 20°С (при толщине свариваемых элементов до 16 мм). В непогоду сварщик и место сварки должны быть надежно защищены.
Неисправность арматуры. Наиболее часто встречающимися дефектами являются износ и повреждения сальниковых уплотнений; задиры поверхностей уплотнения; износ седла и тарелки клапана вентиля; износ резьбы шпинделя. Меры по их устранению указаны в табл. 21.
ЗАДВИЖКА ИМЕЕТ ПОЛНУЮ РЕГУЛИРОВКУ ОТ 0 ДО 100 .
Весь спектр и без заужений.
учитывая очень грязные стояки — лучший выбор по долговечности.
В 1 раз поставили на монтаже в Бердске — сисадмину Кенгуряха.

Исходные данные : стояк 1 дюйм И желание заказчика kenguraha : При монтаже нового радиатора хотелось бы максимально сохранить проходное сечение.
Без заужения стояка есть несколько методик :
Кенгуряха — это не Австралия!
Это не простой бердский сисАДмин: он долгое время работал в институте математики в Академе, короче Доцент — и очень прыгучий !Чем они там занимаются ? Обсчитывают правильную комплектацию на монтаж отопления ?Это кенгуру быстро и резво перепрыгнуло копченного: на 3/4 крану тоже происходит заужение — поставим кран на 1 дюйм!  kenguraha: Хотелось бы иметь возможность регулировать теплоотдачу радиатора. Какие варианты для этого есть, учитывая диаметр стояка?
kenguraha: Хотелось бы иметь возможность регулировать теплоотдачу радиатора. Какие варианты для этого есть, учитывая диаметр стояка?
Ладно думаю : щас мы этого математика быстро обломаем: на термо регулирующем вентиле всегда происходит заужение:
чисто конструктивно — дополнительное гидравлическое сопротивление:
В максимально открытом состоянии пропускает в 3 раза меньше воды, чем полнопроходной кран.
И на старуху бывает проруха : оказывается есть в продаже клиновая задвижка — полнопроходная.
Полная регулировка от 100% до 0% (весь спектр и без заужений).

Резюме : австралийская прыгучая кенгуряха лучше соображает в:
Фото реального монтажа: Минский чугунный радиатор — классика.
Заказ выполнен в стиле ностальжи: «котельная из совка» — все мы сделаны в СССР .
Краны и вентили, изгибы труб и никакого современного биметалла : все специально подобрано по дизайну той эпохи.


Инопланетная батарея из другой галактики — небесного, космического оттенка.
Блатной, элитный радиатор «голубых кровей» — фанаты акриловых ванн такое не понимают.
А любители полипропилена (целофанновых прослоек) на отоплении — вообще плеваться будут.
 отзыв Кенгуряхи :
отзыв Кенгуряхи :
Износ деталей и методы восстановления
Требующую ремонт арматуру демонтируют, промывают и в собранном виде отправляют на ремонтное предприятие. Здесь ее разбирают и устанавливают дефекты. Наиболее распространенными причинами выхода запорной арматуры из строя является нарушение герметичности вследствие коррозии, забоин, вмятин инородных тел на уплотняющих поверхностях, а также деформации корпуса задвижки под действием внешних нагрузок и температурных деформаций .
Внутренняя полость корпуса осматривается для выявления раковин, трещин и других дефектов. Несквозные дефектные места в корпусе разделывают на всю глубину до чистого металла. Перед разделкой трещин на их концах сверлят отверстия диаметром 8-10 мм. Кромки, прилегающие к местам вырубки, зачищаются напильником и металлической щеткой. После протравливания 10% раствором азотной кислоты трещины завариваются электродуговой сваркой и термически обрабатываются.
При осмотре деталей затвора проверяют плотность запрессовки уплотнительного кольца (седла) в корпусе и чистота его поверхности. На наличие забоин, задиров, царапин и других повреждений проверяются затвор (шибер, диски), шпиндель, втулка, полости сальниковой коробки, грунд букса и крепёжные детали. Поврежденные детали выбраковываются и восстанавливаются.
Различные раковины, каверны, задиры и другие повреждения уплотнительных поверхностей устраняются путём обточки, шлифовки и притирки на станке. На уплотнительный поверхности дефекты глубиной более 0,5 мм устраняются предварительной разделкой дефектного места и наплавкой на него металла с последующей обработкой . Если глубина повреждений менее 0,5 мм , то проводится шлифовка абразивным кругом и притирка.
Не плотности между корпусом и седлом устраняются в зависимости от типа крепления. Если седло закреплено в корпусе запрессовкой, то оно вытачивается из корпуса и заменяется новым, которое приваривается к корпусу с предварительной разделкой места посадки.
Если седло посажено на резьбе, то его вывинчивают с помощью специальных ключей и приспособлений. При наличии нормально сохранившейся резьбы ввертывается новое седло тем же приспособлением, но с большим усилием затяжки.
Если резьба под седло имеет значительный износ, то оно растачивается на больший размер с одновременной расточкой под сварку.
На это место запрессовывается и приваривается новое кольцо. Если кольца вварены в задвижку, то проточка их осуществляется на токарном станке в специальном приспособлении, где за одну установку протачиваются обе поверхности.
После этого корпус задвижки поступает на шлифовку и притирку колец. Обе стороны клина в этом случае наплавляются и протачиваются в приспособлении за одну установку. Подгонка клина осуществляется по корпусу задвижки на горизонтально — заточном и притирочном станках.
Обработка уплотнительных колец клиновых задвижек может проводиться не только на токарном, но и горизонтально — расточном станке.
Перед ремонтом шпиндель очищают от следов старой сальниковой набивки, нагара и грязи, промывают в керосине или бензине. Уплотнительная поверхность шпинделя должна быть зеркально гладкой.
Не глубокие вмятины и задиры, глубиной более 0,08 — 0,15 мм устраняются притиркой пастой ЕОИ или шлифовальными порошками, разведенными в масле.
Внутренняя поверхность деталей, сопрягаемых со шпинделем, так же проверяется на чистоту и отсутствие овальности. Одно из трудоёмких операций при ремонте арматуры является притирка уплотнительных поверхностей. Притирка плоских деталей арматуры (седла, клинья) осуществляется на плите.
Притирка может осуществляться как вручную, так и механическим способом. Конструкция притиров выбирается в зависимости от формы притираемых поверхностей и величины условного прохода.
При механической притирке уплотняющих поверхностей используются притирочные станки или приспособление к сверлильным станкам.
Притирочные станки имеют возвратно — вращательное движении притира с опережающим его вращением в одном направлении. В притирочную пасту вводится электрокорунд или карбид кремния различной зернистости. Притирку проводят до светло — матового цвета уплотнительных поверхностей.
Применяемой на практике способ проверки «на карандаш» заключается в том, что на подготовленных поверхностях плашек, клина или пробки( для кранов) наносят тонкие поперечные риски. Если после сопряжения притираемых поверхностей и их взаимного перемещения риски везде окажутся стёртыми, то считают, что достигнута хорошая притирка.
После замены прокладки и сальниковой набивки собранная задвижка поступает на испытания готовой продукции.
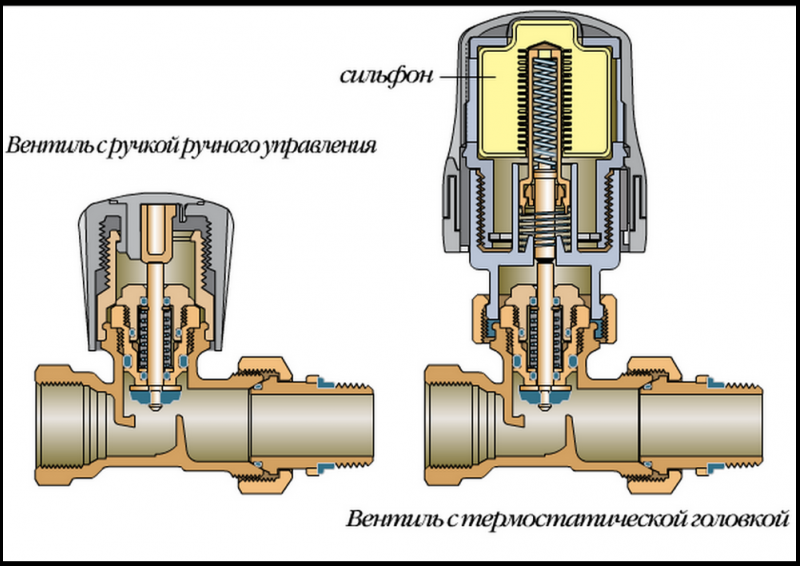
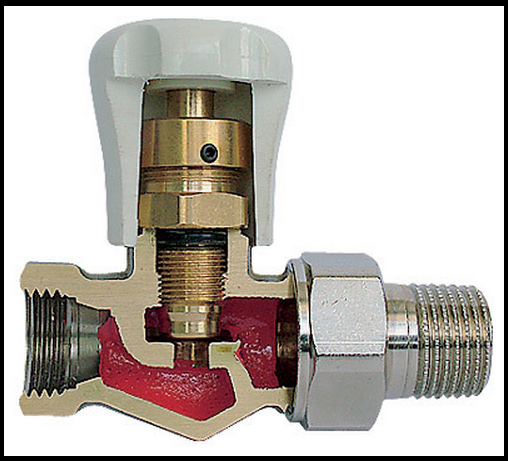
Особенности клиновой задвижки
Задвижка представляет собой трубопроводную арматуру. Классификация задвижек достаточно разнообразна. Но речь пойдет о клиновой. Ее конструкция предназначена для перекрытия потока рабочей среды в трубопроводе. Клиновая задвижка имеет затвор, который при выполнении действий, направленных на ее открытие или закрытие, располагается перпендикулярным образом по отношению к потоку рабочей среды.
Схема самоуплотняющихся клиновых задвижек.
Ее особенностью является непосредственно запорный элемент, имеющий форму клина. Запорные детали затвора имеют сужение к концу и закрывают собой седла задвижки, располагающиеся под углом по отношению друг к другу.
Функции клиновых задвижек следующие. Это категория запорной арматуры, имеющая предназначение осуществлять полное перекрытие потока рабочей среды. Клиновая задвижка имеет только два основных положения: открыто и закрыто.
Как действует клиновая задвижка?
Задвижка стальная клиновая с выдвижным шпинделем.
В задвижке имеется специальное седло (отверстие), именно через него рабочая среда имеет возможность передвижения. Затвор в конструкции клиновой задвижки — элемент подвижный. Он может подниматься и опускаться.
Если затвор поднят вверх, то седла (отверстия) с обеих сторон имеют положение «открыто». Это положение позволяет рабочей среде свободно протекать через задвижку и далее по штуцерам в общую систему. Если же клин находится в опущенном положении, отверстия седел перекрываются, значит, прекращается и движение рабочей среды.
Каким образом происходит поднятие клинового затвора?
Он поднимается в результате накручивания на шпиндель. Это такая часть задвижки с резьбой, затвор крепится к нему с помощью гайки. В тот момент когда шпиндель выполняет движения вращательного характера либо вращательно-поступательного, клин поднимается вместе с ним. В свою очередь, вращение шпинделя осуществляется за счет движения ручки (если это ручное управление) или электрического привода.
Классификация задвижек клиновых
Классификация клиновых задвижек подразумевает их разделение на суженные и полнопроходные.
Полнопроходные имеют диаметральный размер отверстия колец (уплотнительных), равный диаметру трубопроводного отверстия. Если же речь идет о суженном варианте, то здесь диаметр меньше, чем отверстие в трубопроводной системе.
Еще одна классификация возможна в соответствии с характером движения шпинделя (штока). В этом случае клиновые задвижки могут быть с выдвижным либо невыдвижным шпинделем. Если шток выдвижной, то при открывании задвижки увеличивается ее высота (строительная), сам же шпиндель выполняет движение винтового характера. Невыдвижной шпиндель позволяет задвижке не менять свою строительную высоту. Движения штока в этом случае носят вращательный характер.
Что касается конструкции затворов, то они тоже могут быть различными. Например, обычная клиновая задвижка может обладать либо жестким затвором, либо упругим, либо двухдисковым. А теперь более подробно.
Клин жесткого характера — деталь цельная. Ее конструкция позволяет осуществлять достаточно плотное прилегание к отверстиям седел. Но в этом случае существует трудность его подгонки к седлам и появляется возможность заклинивания. Это, конечно же, минус такой разновидности клина.
Второй вариант клина в задвижке — двухдисковый. Это конструкция из неподвижных дисков, расположенных под углом. Такое расположение и образует клин.
А вот упругий клин в основном тоже состоит из двух дисков, но отличие его выражается в подвижном соединении. Это наиболее герметичный вариант задвижки, так как при ее использовании обеспечивается очень плотное прилегание клинового затвора к отверстиям седел. И еще один плюс этого вида: ломаются такие задвижки значительно реже других.
Преимущественные характеристики клиновой задвижки
Первое, что хочется отметить как значительный плюс, — это простая конструкция клиновой задвижки (ЗКЛ). Но это еще не все. Гидравлическое сопротивление у такого вида задвижек довольно слабое, и, конечно же, нельзя не сказать о небольшой строительной высоте.
Теперь о минусах. Здесь можно смело указывать на необходимость применения большого усилия, для того чтобы выполнить полное открытие или перекрытие рабочего органа. Ну и, строительная высота, если сравнивать с клапанами, значительно больше.
Надежность клиновых задвижек в процессе эксплуатации напрямую зависит от правильного подбора конструкции и соответствия необходимым характеристикам.
Как выполнить ремонт задвижки клиновой правильно?
Схема клиновой задвижки.
То, что клиновые задвижки нуждаются в регулярном обслуживании, конечно же, добавляет ряд неудобств в процесс эксплуатации. А вот тот факт, что ремонт клиновой задвижки возможен, говорит о ее преимуществах перед другими видами. Технология ремонта различна в зависимости от сложившейся ситуации. Рассмотрим несколько наиболее часто встречающихся неисправностей, при которых возможен ремонт.
Бывает так, что, используя клиновую задвижку, мы обращаем внимание на недостаточную герметичность перекрытия потока рабочей среды. Что же может этому способствовать?
Такая неполадка может произойти в результате возможных дефектов поверхностей корпуса и затвора. Это могут быть различные отложения или повреждения, например, накипь или царапины. Что делать в этой ситуации, какой ремонт проводить?
Чтобы достичь хорошей герметичности, необходимо осуществить притирку поверхностей уплотняющего характера.
Это касается затвора и корпуса. Чаще всего их поверхности изготавливаются из бронзы. Для начала нужно произвести демонтаж крышки задвижки, вытащить затвор (корпус) и осуществить шлифовку. Использовать можно разнообразные алмазные пасты. Зернистость должна иметь постепенный переход от более крупной к мелкой.
Неполадка другого рода, когда течет жидкость по штоку из-под сальника. Здесь, скорее всего, недостаточно уплотнен шток. Ремонт будет заключаться в следующем. Чтобы исправить положение, нужно подтянуть сальники, а если понадобится, то и вовсе заменить их набивку. Если же в результате замены сальника течь все равно остается, то дело может быть в штоке. Значит, в нем могли образоваться раковины коррозийного характера. Если это так, то избежать его замены вряд ли удастся.
Невозможность поворота маховика. Здесь все достаточно просто: заклинило затвор. Такая ситуация имеет место быть в тех задвижках, которые нерегулярно подвергаются обслуживанию и чье открытие, скорее всего, производится не чаще одного раза в год.
В результате такой эксплуатации на уплотняющих поверхностях образуются отложения накипи.
Технология такого ремонта следующая.
Для устранения этой неполадки снимается верхняя крышка задвижки, уплотняющие элементы очищаются. Если нужно, выполняется притирка контактных поверхностей. Ни в коем случае не стучите по шпинделю (штоку), так как такие действия, скорее всего, приведут к тому, что будет сорвана гайка направляющего характера.
Еще одна частая неполадка: вращение маховика возможно, но открытия задвижки не происходит. Это говорит об обрыве затвора. Задвижки с выдвижным шпинделем являются объектом этой неисправности.
Это значит, что износился «кулачок» штока, который должен удерживать затвор, либо сорвалась резьба на гайке, которая направляет шток. Ремонт будет включать в себя следующие действия. При последнем варианте осуществляется замена износившегося «кулачка». Еще один вариант ремонта — наварить его. Гайка тоже подлежит замене, если, конечно же, конструкция задвижки позволяет это сделать.
Если ваша задвижка имеет невыдвижной шпиндель, то выпадение затвора происходит при стирании гайки с фиксацией в нем. Чтобы устранить эту неисправность, нужно заменить затвор.
Не забывайте, что все действия по разборке задвижки, если она находится под давлением, категорически запрещены.
После того как монтаж завершен, из задвижки удаляется воздух. Для этого нужно выполнить ослабление болтов, которые прижимают сальник. После того как появятся капли воды под сальником, можно прижать болты.
Советы по эксплуатации и обслуживанию
Выполняя ремонт подобных систем, требуется наличие инструментов:
Очень важно хотя бы раз в месяц производить полный цикл открытия и закрытия задвижки. Это необходимо для очистки контактирующих (трущихся) поверхностей от скопления накипи и шлама.
Не забывайте, что шток задвижки, имеющей выдвижной шпиндель, должен быть всегда в смазанном состоянии.
Один раз в неделю проверяйте на герметичность сальниковое уплотнение штока. Если будет необходимость, нужно осуществить его замену либо подтяжку. Если трубопровод находится под давлением, замена сальника недопустима.
И еще, в процессе эксплуатации затвор задвижки должен находиться только в положении «открыто» или «закрыто», промежуточные варианты не допускаются.
Неисправности запорной арматуры
Основной причиной неисправности запорной арматуры является негерметичность уплотнительных элементов. Причинами этого может быть:
- грязь, попавшая под уплотняющее устройство;
- царапины, выбоины или неравномерный износ на поверхностях уплотнителей.
При обнаружении негерметичности арматуры, необходимо несколько раз открыть и закрыть ее, дав возможность потоку воды смыть осевшую грязь с уплотнителей. Если это не помогло, следует разобрать кран или задвижку и удалить грязь с уплотнительных поверхностей. При этом нужно обратить внимание на наличие царапин, раковин или выбоин и других неровностей на поверхностях, и в случае необходимости устранить их с помощью притирки.
Притирку запорной арматуры производя следующим образом. Уплотняющие поверхности смазывают чистым машинным маслом и посыпают наждачной пылью или измельченным в порошок стеклом. После чего притир равномерно вращают по притираемой поверхности до полного удаления дефектов на уплотняющих поверхностях. В завершении производят тонкую притирку с помощью специальной пасты. После этого поверхности вытирают чистыми тряпками, пропитанными керосином, насухо вытирают и обдувают сжатым воздухом.
Проверить качество притирки можно с помощью масла или карандаша. Одну из притираемых поверхностей смазывают минеральным маслом, прикладывают к другой поверхности и, слегка прижимая, поворачивают вправо и лево на угол не более 20° 10-12 раз. Затем поверхности насухо вытирают и просматривают на свет. При качественной притирке блестеть должна вся площадь поверхности. Если имеются выделяющиеся блестящие участки или штрихи, то следует произвести повторную притирку пастой. При проверке карандашом, на тертую поверхность наносят четыре радиальные черточки графитовым карандашом. При хорошей притирке штрихи карандаша должны быть стерты по всей поверхности на площади не менее 75%, иначе следует повторить притирку. Плотность прилегания уплотняющих поверхностей запорной арматуры производят гидравлическим испытанием.
Наиболее распространенные поломки задвижек.

1. Задвижка находится на горизонтальном трубопроводе и пропускает воду в закрытом положении. При этом приливы на дисках шиберов не плотно касаются стенок корпуса, в результате чего диски сдвигаются с уплотнительных поверхностей корпуса и образуют зазор между дисками и корпусом задвижки.
Устранить эту неисправность можно наплавлением приливов. После чего задвижка будет работать исправно в любом положении.

2. После длительной эксплуатации задвижек, клин недостаточно распирает уплотняющие поверхности и задвижка пропускает воду в закрытом положении.
В этом случае производят удлинение хвоста клина с помощью наплавки.
3. Спадание бронзовых колец с дисков или корпуса задвижки.
Бронзовые кольца насаживаются на диски или на выточку в корпусе только в горячем состоянии. При установке старого кольца можно дополнительно закрепить его медными шпильками. При этом под кольца нужно уложить нить промасленной асбестовой набивки, или свинцовую проволоку, это бедующем упростит снятие старых колец из выточки.
4. Падение дисков шиберов из-за поломки стального хомута. При этом невозможно открыть или закрыть задвижку.
При ремонте этой неисправности лучше будет заменить стальной хомутик на медный или латунный. В этом случае диски на шпинделе закрепить с помощью болтика.

5. Поломка крышки сальника, как правило, сопровождается утечкой воды из-под штока задвижки. Для оперативного устранения утечки воды без разборки задвижки можно использовать металлическую накладку, которую необходимо закрепить поверх поврежденной крышки сальника.
6. Неисправность сальникового уплотнения так же вызывает утечку воды через шток. Если не устранить эту неисправность на начальной стадии, то в последствии она может привести к аварийной утечке воды, а так же создать условия для механического повреждения шпинделя или сальниковой камеры задвижки. Утечка через сальниковое уплотнение может быть по следующим причинам:
- нарушение цилиндричности шпинделя;
- неправильная укладка набивки в сальниковой камере;
- неправильный выбор материала набивки;
- недостаточное уплотнение сальниковой набивки при укладке.
При обнаружении утечки воды через сальник производят подтяжку сальниковой набивки, тут следует быть аккуратным, т.к. крышка сальника изготовлена из чугуна, ее можно повредить чрезмерным усилием. Если подтяжкой набивки не удалось устранить утечку, то набивку заменяют на новую. Старую набивку извлекают из сальниковой камеры, затем сплетенный шнур разрезают на кольца, по длине равной окружности шпинделя и укладывают в камеру так, что бы стыки набивки были расположены в разнобой, и перекрывали друг друга. Набивку заканчивают обжатием сальника крышкой (грундбуксой). Сальниковую крышку зажимают так, что бы не было ее перекоса, а заглубления в сальниковую камеру не превышало 3-5 мм. Шпиндель при этом должен легко вращаться без применения особых усилий или рычагов. Набивку сальника на задвижки диаметром 15-40 мм можно производить цельным шнуром, а на диаметры 50 мм и более необходимо разрезать на куски.
7. Разрывы чугунных задвижек. Причиной разрывов в основном является температурное удлинение трубопроводов, которое создает в металле задвижки напряжение сверх допустимого. Так же причиной разрывов может быть некачественное литье чугуна, или замерзания в них воды.
Для предотвращения разрывов задвижек необходимо придерживаться следующих правил:
- Обеспечить компенсацию трубопроводов, что бы не возникали высокие напряжения в металле корпуса.
- Фланцевые болты должны быть равномерно затянуты.
- Задвижки, расположенные на надземных трубопроводах должны быть изолированы.
- Предохранение задвижки от механических воздействий при хранении и транспортировки.



