Как собрать сварочный аппарат своими руками?
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,
 Рис. 1: распилите сердечник
Рис. 1: распилите сердечник
 Рис. 1: распилите сердечник
Рис. 1: распилите сердечник Рис. 2: уберите высоковольтную обмотку
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки. Рис. 3: удалите токовые шунты
- Для вторичной катушки возьмите медную шину сечением 10мм 2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника. Рис. 4: намотайте вторичную обмотку на каркас
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода. Рис. 5: сделайте диэлектрическую прокладку
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом. Рис. 6: поместите катушку в магнитопровод
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям. Рис. 7: подключите шнур питания и кабели
 Рис. 3: удалите токовые шунты
Рис. 3: удалите токовые шунты Рис. 4: намотайте вторичную обмотку на каркас
Рис. 4: намотайте вторичную обмотку на каркас Рис. 5: сделайте диэлектрическую прокладку
Рис. 5: сделайте диэлектрическую прокладку Рис. 6: поместите катушку в магнитопровод
Рис. 6: поместите катушку в магнитопровод Рис. 7: подключите шнур питания и кабели
Рис. 7: подключите шнур питания и кабелиУстановите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
![]() Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
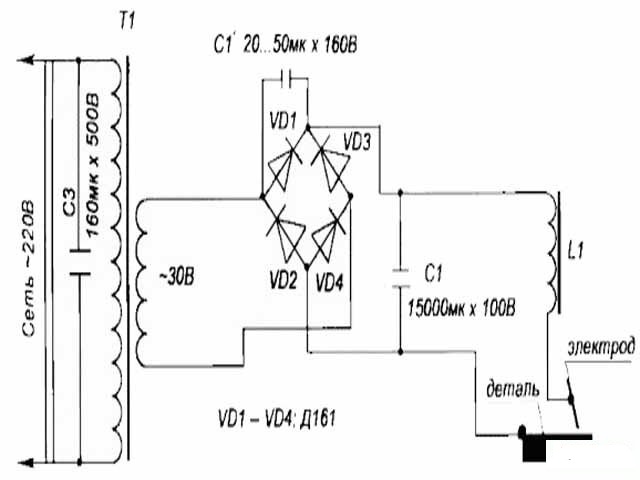
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
 Рис. 9: схема подключения сглаживающего устройства
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения. Рис. 10: установите диоды на радиаторы
 Рис. 10: установите диоды на радиаторы
Рис. 10: установите диоды на радиаторыВ связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора. Рис. 11: соедините диоды в мост
 Рис. 11: соедините диоды в мост
Рис. 11: соедините диоды в мостДля подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
 Рис. 12: используйте луженные зажимы
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
 Рис. 13: подключите силовые конденсаторы
Рис. 13: подключите силовые конденсаторыПри сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
 Рис. 14: принципиальная схема импульсного блока
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Сборка сварочного аппарата постоянного тока своими руками
Как считают специалисты, [изготовление сварочного аппарата] постоянного и переменного тока своими руками не отнимет много времени и сил.
Главное условие его создания – четкое представление о том, какие именно сварочные работы оно должно выполнять и инструкция.
Особенности работы аппарата
Чтобы проводить сварку, необходимо устройство, которое работает от переменного и постоянного тока.
Аппаратом тока сваривают тонкие металлические листы. Этот метод сваривания не требует применения определенного вида электрода, а электродная проволока может быть и без керамической обмазки.
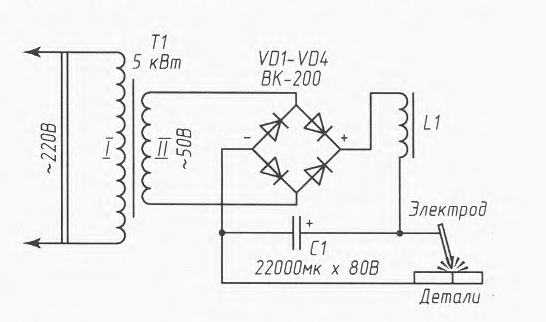
Схема сварочного аппарата состоит из 5 частей. Цепочка тока проходит через сварочный аппарат, сначала попадая в трансформатор.
Оттуда ток поступает в выпрямитель, диоды которого преобразуют переменный ток в постоянный, и дроссель. Последние элементы протекания тока – держак и электрод.
Присоединение держака электрода к выпрямителю осуществляется с помощью дросселя. Так сглаживается пульс напряжения.
Дроссель – это катушка с проводами из меди, наматываемая на сердечник. А выпрямитель – это деталь аппарата, соединенная с трансформатором через вторичную обмотку.
К сети подключается трансформатор — главная деталь аппарата. Его можно либо специально приобрести, либо воспользоваться ранее уже эксплуатируемым, но годным трансформатором.
Он по закону Ома преобразовывает напряжение переменного тока.
Так показатель напряжения, вырабатываемого на вторичной обмотке, понижается, но при этом в 10 раз увеличивается сила тока. Сваривание происходит при силе тока в 40 ампер.
Электрическая цепь замыкается в тот момент, как появляется дуга между электродом и свариваемыми кусками металла.
Дуга должна гореть стабильно, тогда сварной шов будет выполнен качественно. В установлении нужного характера горения поможет регулятор мощности электрической энергии.
Самая элементарная схема агрегата
Лучше, если электрическая схема агрегата будет самой элементарной.
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
Самодельный сварочный аппарат на постоянном токе
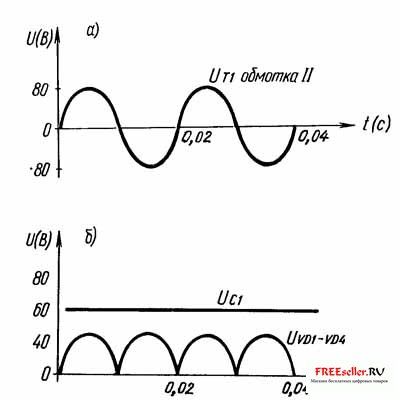
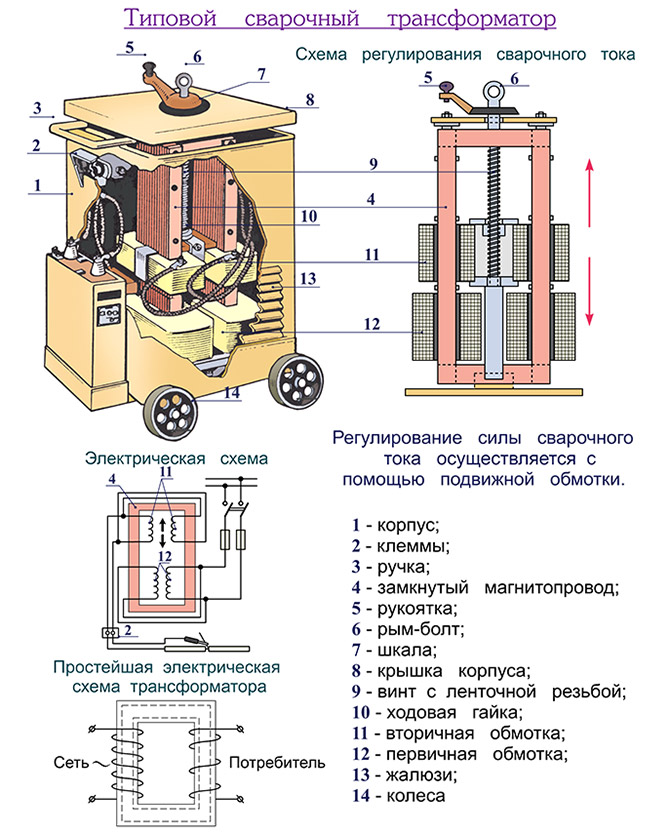
Рис. 1. Графики, поясняющие процесс сварки на переменном (а) и постоянном (б) токе.
Переходя от графиков к реальным конструкциям, нельзя также не отметить: в аппаратах переменного тока для улучшения и облегчения сварки применяют мощные трансформаторы (магнитопровод – из специального электротехнического железа с крутопадающей характеристикой) и заведомо завышенное напряжение во вторичной обмотке, доходящее до 80 В, хотя для поддержки горения дуги и наплавления металла в зоне сварки достаточно 25-36 В. Приходится мириться с непомерно большими массой и габаритами аппарата, повышенным расходованием электроэнергии. Снизив же напряжение, трансформируемое во вторичную цепь, до 36 В, можно в 5-6 раз облегчить вес «сварочника», довести его размеры до размеров переносного телевизора с одновременным улучшением остальных эксплуатационных характеристик.
Но как при низковольтной обмотке зажечь дугу?
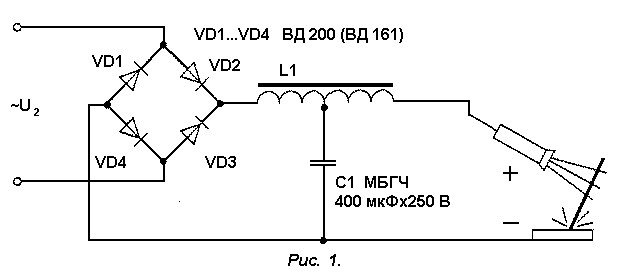
Решением стал ввод во вторичную цепь диодного моста с конденсатором. В результате напряжение на выходе модернизированного «сварочника» удалось увеличить почти в 1,5 раза. Мнение специалистов подтверждено на практике: при превышении 40-вольтного барьера постоянного тока дуга легко зажигается и устойчиво горит, позволяя сваривать даже тонкий кузовной металл.
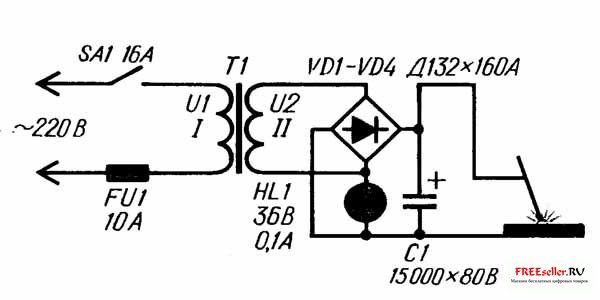
Рис. 2. Принципиальная электрическая схема сварочного аппарата постоянного тока.
Последнее, впрочем, легко объяснимо. С введением в схему большой ёмкости характеристика сварочного аппарата также получается крутопадающей (рис. 3). Создаваемое конденсатором начальное повышенное напряжение облегчает зажигание дуги. А когда потенциал на сварочном электроде упадет до U2 трансформатора (рабочая точка «А»), возникнет процесс устойчивого горения дуги с наплавлением металла в зоне сварки.
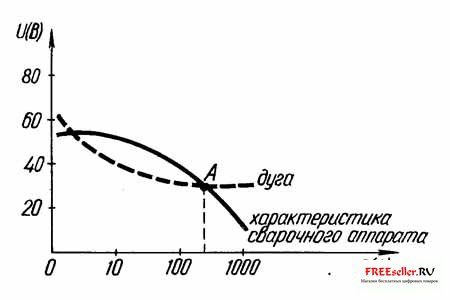
Рис.3. Вольт-амперная характеристика сварочного аппарата на постоянном токе.
Рекомендуемый автором «сварочник» можно собрать даже в домашних условиях, взяв за основу промышленный силовой трансформатор 220-36/42 В (такие обычно используют в системах безопасного освещения и питания низковольтного заводского оборудования). Убедившись в целости первичной обмотки, содержащей, как правило, 250 витков изолированного провода сечением 1,5 мм2, проверяют вторичные. Если их состояние неважное, все (за исключением исправной сетевой обмотки) без сожаления удаляют. А в освободившемся пространстве наматывают (до заполнения «окна») новую вторичную обмотку. Для рекомендуемого трансформатора мощностью 1,5 кВА это 46 витков медной или алюминиевой шины сечением 20 мм2 с добротной изоляцией. Причём в качестве шины вполне подойдет кабель (или несколько свитых в жгут изолированных одножильных проводов) общим сечением 20 мм2.
Выбор сечения электродов в зависимости от мощности трансформатора.
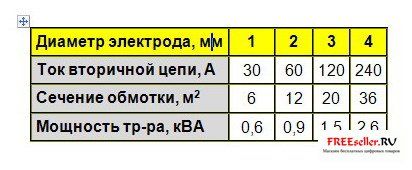
Выпрямительный мост можно собрать из полупроводниковых диодов с рабочим током 120-160 А, установив их на теплоотводы-радиаторы 100×100 мм. Разместить такой мост удобнее всего в одном корпусе с трансформатором и конденсатором, выведя на переднюю текстолитовую панель 16-амперный выключатель, глазок сигнальной лампочки «Вкл.», а также клеммы «плюс» и «минус» (рис.4). А для подключения к держателю электрода и «земле» использовать по отрезку одножильного кабеля соответствующей длины сечением по меди 20-25 мм2. Что касается самих сварочных электродов, то их диаметр зависит от мощности используемого трансформатора.
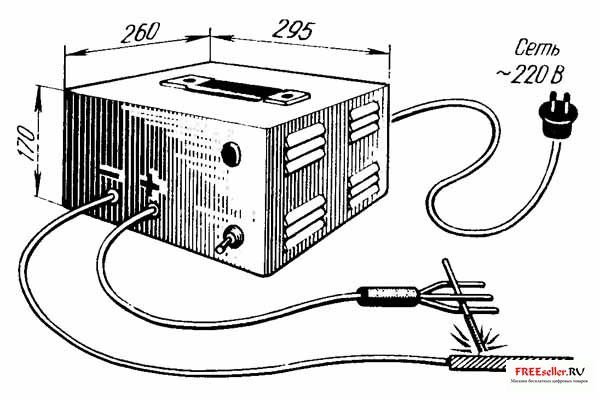
Рис. 4. Самодельный сварочный аппарат для сварки на постоянном токе.
И ещё. При испытаниях рекомендуется, отключив аппарат (минут через 10 после сварки) от сети, проверить тепловые режимы трансформатора, диодного моста и конденсатора. Лишь убедившись, что всё в норме, можно продолжить работу. Ведь перегретый «сварочник» – источник повышенной опасности!
Из других требований нелишне, думается, отметить, что сварочный аппарат должен быть укомплектован искросветозащитной маской, рукавицами и резиновым ковриком. Место, где выполняются сварочные работы, оборудуется с учётом требований противопожарной безопасности. К тому же надо проследить, чтобы рядом не было ветоши, других горючих материалов, а подключение «сварочника» к сети выполнять с соблюдением правил электробезопасности через мощный штепсельный разъём электрощитка на вводе в здание.
Что нужно знать для сборки сварочного аппарата своими руками
Сделать самостоятельно несложный сварочный аппарат вполне по силам любому, знакомому с правилами электромонтажа. Но прежде чем приступать к делу, необходимо выполнить расчёт всех компонентов устройства. От этого будет зависеть эффективность устройства при работе от обычной бытовой однофазной сети.
Конструкция и принцип работы простейших сварочных аппаратов
Для получения устойчивой сварочной дуги, которая позволит сваривать металл разной толщины, требуются токи в пределах 70 – 150 А. Если использовать устройства, рассчитанные на напряжение 220 В, то они должны потреблять высокую мощность, в пределах 15 – 30 кВт. Поэтому такие установки будут громоздкими, да и работать с ними нормально не выйдет. А в домашних условиях их просто будет невозможно подключить, стандартные сети не рассчитаны на подобную нагрузку.
Поэтому основной задачей при проектировании и сборке сварочных аппаратов становится обеспечение необходимой силы тока при снижении потребляемой мощности. Это возможно только при выполнении сварочных работ с пониженным напряжением на электродах.
Простейший сварочный аппарат представляет собой следующую конструкцию:
- Понижающий трансформатор, обеспечивающий снижение напряжения до пределов 55 – 70 В и повышающий при этом силу тока до требуемых параметров. Благодаря этому и удаётся снизить энергопотребление до разумных пределов.
- От трансформатора к электроду и обрабатываемой детали ток подаётся при помощи специальных сварочных кабелей. Они отличаются увеличенным сечением и усиленной изоляцией, позволяющей работать с большими токами.
- Для сварки потребуются электроды, устанавливаемые в держатель. Благодаря применяемой обмазке они упрощают зажигание и поддерживание электрической дуги, которая и становится источником тепловой энергии, необходимой для плавления металла.
 Сварочный трансформатор
Сварочный трансформатор
Сложных устройств в конструкции таких сварочных аппаратов нет. Но при проектировании необходимо выполнить расчёт основных параметров, иначе подключение несоответствующего оборудования к сети приведёт к выходу его из строя, к коротким замыканиям на линии или им просто будет невозможно варить.
Виды сварочных аппаратов
Существует несколько основных видов:
Сварочный трансформатор. Для преобразователя применяется понижающий трансформатор.
![]() Сварочный трансформатор
Сварочный трансформатор
Сварочный инвертор. В качестве преобразователя здесь служит инверторный болк питания с ШИМ.
Сварочный выпрямитель. Это тоже самое что и сварочный трансформатор, только он имеет диодный или тиристорный выпрямитель во вторичной цепи.
 Сварочный выпрямитель
Сварочный выпрямитель
Полуавтомат. Сварка производится в инертной среде, для этого используется газовый баллон.
Упрощённая схема расчётов сварочника
На практике расчёты ведут, основываясь на типе и диаметре используемых электродов. Да, существуют более сложные и точные расчётные формулы, но любителями они применяются редко. Для получения устойчивой и производительной дуги необходимо получить ток со следующими показателями:
- Для электродов диаметром 2 мм достаточно 30 – 80 А.
- При увеличении диаметра до 3 мм сила тока должна возрасти до 70 – 130 А.
- Для электродов 4 мм устанавливают показатель 110 – 170 А.
- 5-мм электродами варят при силе тока 150 – 200 А.
Разница значений силы тока обусловлена работой с металлами различной толщины, физическими свойствами.
При самостоятельном изготовлении сварочного аппарата чаще всего приходится довольствоваться магнитопроводом от других устройств, который имеется в наличии. Поэтому простейший расчёт и будет выполняться исходя из этих двух известных характеристик — сечение магнитопровода и требуемая сила тока на вторичной обмотке.
Обратите внимание — для сборки трансформатора предпочтительно применять сердечники стержневого типа. По сравнению с броневыми они обеспечивают большую плотность тока в обмотках, обладают повышенным КПД.
Кроме того, имеет значение и расположение обмоток на плечах сердечника. Если разнести первичную и вторичные обмотки по разным стержням, это приведёт к увеличению магнитного рассеивания из-за возросшего воздушного зазора. Поэтому предпочтительной считается схема размещения части обеих обмоток и на одном, и на другом стержне.
В этом случае для определения необходимого количества витков первичной обмотки применяют следующую формулу:
N1 = 7440 × U1/(Sиз × I2)
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
Sиз — сечение имеющегося магнитопровода;
I2 — необходимый сварочный ток.
Обратите внимание, что для устройств с разнесёнными обмотками применяют другую формулу:
N1 = 4960 × U1/(Sиз × I2)
Если предстоит выполнять работы в условиях нестабильного напряжения в сети, есть смысл рассчитать количество витков для основных значений — 180, 190, 200, 220 и 240 В. При намотке провода просто делают отводы на этих значениях, что позволит подобрать стабильный режим работы трансформатора в любых условиях.
Необходимое количество витков вторичной обмотки рассчитывают по следующей упрощённой формуле:
N2 = 0,95 × N1 × U2/U1
N1 — расчётное количество витков;
U1 — напряжение сети (200-240В);
U2 — требуемое напряжение холостого хода на вторичной обмотке (50 – 70 В).
Для первичной обмотки выбирают медный изолированный провод сечением в пределах 5 – 7 кв. мм, его хватит для работы с бытовой однофазной электросетью. При выборе обращают внимание на жаропрочные показатели изоляции, она должна выдерживать значительный нагрев, которого избежать не выйдет.
Вторичную обмотку мотают более толстым проводом, что связано со значительной силой тока, который будет протекать по ней. Оптимальным вариантом станет медная шина сечением не менее 30 кв. мм.
Сварочный трансформатор — простейших тип оборудования
Для выполнения большинства сварочных работ в домашних условиях хватит понижающего сварочного трансформатора без дополнительных схем или устройств. Последовательность сборки такого агрегата следующая:
- Делят общее количество витков каждой обмотки на две равные половины, чтобы разместить их на обоих стержнях сердечника.
- Если собираете сердечник из отдельных пластин, потребуется их фиксация стяжками или в простейшей обойме. Изолировать пластины друг от друга не следует.
- Для катушек делают каркас из толстого электротехнического картона. Внутренний размер должен соответствовать сечению сердечника и должен позволять смещать катушку вверх или вниз.
- Обмотки наматывают, укладывая витки вплотную друг к другу. При необходимости делают несколько рядов из уложенного провода.
- Если первичная обмотка рассчитана с отводами, то на необходимом количестве витков делают петлю и выводят её, не разрезая.
- На нижнюю часть сердечника надевают первичную обмотку, вторичная крепится сверху.
- Чтобы менять силу тока для сваривания металлов или при работе с деталями, отличающимися по толщине, предусматривают обустройство простейшего регулятора. Он будет перемещать катушки со вторичной обмоткой вверх-вниз.
- Принцип действия такого регулятора основан на изменении воздушного зазора между обмотками. В результате меняются параметры магнитного поля, что и приводит к увеличению или уменьшению силы тока во вторичной обмотке.
- Регулятор представляет собой винт с резьбой, при закручивании которого и происходит подъём катушек. Для этого эти элементы соединяют между собой.
Практически во всех случаях самодельные сварочные аппаратуры делают без корпуса. Это делают с целью предотвращения перегрева катушек, который может стать причиной выхода устройства из строя. Если сделать схему с принудительным охлаждением при помощи вентилятора, то сварочный трансформатор можно установить и в корпус. Для его изготовления выбирают устойчивые к температуре пожаробезопасные материалы, например, текстолит толщиной 1,5 – 2 см.
На поверхность корпуса выводят шпильки для подключения сварочных кабелей и сетевого провода. Возможность подключения к отводам первичной обмотки обеспечивают обустройством отдельных контактов или установкой мощного пакетного переключателя на требуемое число положений.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
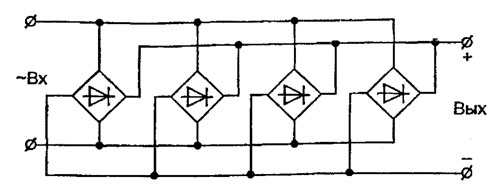
Простейшая схема электронной части сварочного выпрямителя выглядит так:
 Принципиальная схема сварочного выпрямителя
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
- Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
- Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке. Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
- При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
- При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта. Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Пример сборки на переменном токе
Нажмите на первую фотографию и смотрите последовательность сборки:
Как собрать сварочный аппарат в домашних условиях?

При выполнении в домашних условиях нетрудных и небольших по объему сварочных работ, каждый может собрать сварочный аппарат своими руками.
Для сборки не придется затрачивать большое количество денег, сил и времени. Также не нужно приобретать неоправданно дорогие модели подобного оборудования.
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Также трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
![]()
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях ращрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
![]()
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2.
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.

Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
С целью домашнего использования лучше всего узнать, как сделать мини сварку.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов. Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения.
На переменном токе
Чтобы изготовить самодельные сварочные аппараты необходимо подобрать показатель напряжения, самое лучшее это 60 вольт, ток лучше всего регулировать от 120 до 160 ампер.
Можно самостоятельно определить значение сечения необходимого провода для изготовления первичной обмотки трансформатора, который должен подсоединяться к сети в 220 вольт.
Сечение по параметрам площади не должно быть больше 7 мм2, поскольку к вниманию стоит отметить возможный перепад напряжения и возможной дополнительной нагрузки.
Исходя из вычислений, оптимальным размером диаметра жилы из меди под первичную обмотку, который уменьшает действие механизма, является 3 миллиметра. При выборе алюминия для провода, сечение умножается на значение 1,6.
При отсутствии необходимого провода, есть возможность заменить его жилой немного тоньше, приматывая её парно. Однако необходимо помнить, что обмотка толщина увеличится, из-за чего размеры сварочного оборудования будут большими. Под вторичную обмотку применяют большой толщины провод с большим количеством жил из меди.
На постоянном токе

Некоторые сварочные аппараты работают при помощи постоянного тока. Благодаря такому агрегату можно сваривать чугунные изделия и конструкции из нержавеющей стали.
Чтобы создать своими руками сварочный аппарат постоянного тока может потребоваться не больше получаса. С целью преобразования самоделки с переменным током, нужно, чтоб вторичная обмотка была подключена с выпрямителем, который собирается на диоде.
В свою очередь, диод должен выдерживать ток с 200 ампер и обладать хорошим охлаждением. Чтобы подровнять значение тока можно воспользоваться конденсаторами, имеющие определенные характеристики и особенности напряжения. После этого агрегат собирается последовательно по схеме.
Дроссели используют в регулировке тока, а контакты, чтоб присоединить держатель. Дополнительные детали используются в передаче тока от внешнего носителя на место сваривания.
Рекомендации по работе с агрегатом
Чтобы эксплуатировать аппарат для сварки по его назначению необходимо, в первую очередь, разжечь электрическую дугу. Этот процесс легкий и выполняется следующими действиями: кончик электрода под определенным наклоном со стороны металлического покрытия подносим и чиркаем по поверхности конструкции.
Если действие совершено правильно и удачно, возникает вспышка небольших размеров, и материал расплавляется, после чего можно сваривать необходимые элементы.
При изготовлении мини сварочного аппарата своими руками необходимо руководствоваться рекомендациями по работе с ним. Чтобы сваривать элементы нужно держать стрежень в таком положении, чтобы он был на определенном расстоянии друг от друга свариваемых деталей. Это расстояние может быть равным сечению подобранного электрода.
Зачастую такой металл как углеродистая сталь присоединяется с прямым полярным током. Однако некоторые сплавы можно сварить только по обратной полярности тока. Кроме этого необходимо внимательно контролировать качество шва и как проплавляется конструкция.
Стоит сделать акцент на том, что переменный ток, находящийся в инверторе, может регулироваться эффективно и с плавностью. Зачастую никаких сложностей не возникает с настраиванием агрегата на необходимые параметры.
С небольшим показателем силы тока, шов выйдет некачественным, но и увеличенное значение не стоит выставлять, поскольку есть риск прожечь поверхность.
По завершению сварочного процесса, с использования самоделки, необходимо аккуратно убрать окалину легкими движениями, которая появляется на шве, после чего он чиститься специальной щеткой.
Благодаря этому действию вы сможете сохранить приятный эстетический вид у своего аппарата. Не стоит беспокоиться, если на первых парах чистка оборудования будет не сильно получаться. Этот навык нарабатывается на опыте и при условии выполнения всех рекомендаций по грамотной эксплуатации конструкции.
Подводя итоги, стоит отметить, что сварочные аппараты постоянного тока собирать значительно легче и они также удобны в эксплуатации, за счет своей маломощности.
При выполнении необходимых рекомендаций сборка сварочного аппарата может занять не больше получаса.
Собираем своими руками сварочный аппарат постоянного тока
Любой магазин инструментов в настоящее время может предложить довольно большой ассортимент разнообразных сварочных аппаратов различной ценовой категории. Большую часть сварочных агрегатов, до 70%, занимают сварочные инверторы, а прочие «сварочники» приходятся на аппараты трансформаторного типа. Не все люди могут приобрести промышленное изделие для производства электросварочных работ, а некоторые сами хотят сделать сварочный аппарат своими руками.

Домашний сварочный аппарат не сможет выполнять сложные задачи, однако для мелких работ мощности будет достаточно.
Что такое электросварка
Соединение металлических изделий между собой при помощи разогрева металла электрической дугой и дальнейшим его сплавлением в неразъемный шов называется электросваркой. Основным оборудованием в таком сварочном процессе является аппарат для сварки, а главным инструментом для соединения металлических вещей служит электрод. Агрегат для сварки служит источником переменного или постоянного тока, который посредством электрода поджигает дугу, расплавляющую металл. Качество сварного соединения при сварке постоянными токами значительно выше, чем такое же соединение, выполненное «переменкой». Не стоит сбрасывать со счетов опыт электросварщика, хотя популярные сегодня сварочные инверторы позволяют проводить качественную сварку металлов чуть ли не с первого раза. Именно поэтому для большинства разнообразных сварных работ используют сварочные аппараты, использующие в своей работе постоянный род тока.
Простейший сварочный аппарат: инструкция

Схема самодельного сварочного аппарата постоянного тока.
Для небольших домашних работ по сварке можно собрать самодельный компактный аппарат, обладающий небольшой мощностью. Это, конечно, не инвертор, но нужная вещь. При решении задачи создания сварочного «помощника» можно использовать различные конструктивные особенности.
Простейший прибор для сварки представляет собой сварочный трансформатор с двумя обмотками: сетевой и рабочей. Сетевая рассчитывается на напряжение сети, обычно 220-240 вольт, а рабочая рассчитывается на пониженное напряжение от 70 до 45 вольт, причем изменение тока обычно происходит изменением числа витков рабочей обмотки, ее отводами. В качестве железа для трансформаторов можно использовать старые асинхронные двигатели или промышленные понижающие трехфазные трансформаторы типа ТОЗ и т.п.
Первичная обмотка должна быть рассчитана на 25-ти амперный ток, вторичная или рабочая — на 160 А. Это находит свое отражение в сечении применяемых проводов. Для приблизительной оценки токовой нагрузки на 1 кв. мм допускаем 10 А, для алюминиевых — 4 А. Определяем площадь сечения окна трансформаторного железа в кв. см, затем находим количество витков обмоток, если нужное количество для одного вольта определяется как 48, поделенное на площадь сечения окна железа трансформатора. Рассчитать аппарат — это полдела, главное — собрать.
Созданное по расчетам изделие является простейшим сварочным устройством переменного тока, конструкция аппарата зависит от использованных материалов.
Сделаем сварочный аппарат постоянного тока своими руками
Чтобы сварочные аппараты переменного тока превратились в «сварочники» постоянного рода тока, необходимо ограничить скорость изменения тока дросселем и выпрямить переменный диодами или выпрямительным мостом.

Устройство самодельного сварочного полуавтомата.
Диоды должны соответствовать выходному току в 200 А и иметь достаточно хорошее охлаждение, чтобы первая же сварка не вывела их из строя. Это в полной мере относится к дросселю. Использование этих приспособлений совместно со сварочным агрегатом переменного тока превращают его в аппарат постоянного тока. Становится возможным сварка электродами постоянного тока, и расширяется ассортимент свариваемых металлов. Становится доступна сварке нержавеющая сталь и чугун. Аппарат для сварки может варить подобно инвертору, хотя тут сварщику требуется довольно большой опыт работы.
Меры предосторожности при работе со сварочным электрооборудованием
Сварка — это довольно опасный и травматический вид деятельности, а электросварка добавляет к ней наличие возможности поражения сварщика электрическим током. Самое главное, что должен четко представлять электросварщик, что электрический ток невидим и опасен для жизни, но все оборудование должно быть надежно заземлено, и это заземление должно быть прочным и видимым. Это простейшая заповедь спасла многих, кто ее соблюдал. Наличие опасного для человека напряжения на незаземленном оборудовании приведет к электротравме, притом те же повреждения на заземленном агрегате просто его отключат автоматическим выключателем.
Другая опасность для человека — это ультрафиолетовый спектр электрической дуги, который поражает органы зрения (быстро) и кожные покровы, вызывая ожоги. Поэтому наличие защитной специальной сварочной одежды и маски для сварщика обязательно. Следует оградить от сварочной дуги окружающих, которые при смотрении на нее могут получить ожоги глаз.
Соблюдение изложенных правил позволит сделать сварные работы безопасными.





