Самодельные приспособления и станки для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.

Так выглядит торсион и одноименный станок

Так делают «фонарик»

Приспособление для холодной ковки улитка — для формирования завитков

Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)

Станок «Волна» — для формирования соответствующего рельефа

Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.

Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.

Чертеж станка для холодной ковки «Улитка»
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.

Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.

Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.

Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.

Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Инструмент
 В данном подразделе рубрики «Кузница» материалы о кузнечном инструменте (не путайте, есть еще подразделы с приспособлениями и оборудованием, в чем разница, смотрите здесь). Для получения более подробной информации переходите по ссылкам.
В данном подразделе рубрики «Кузница» материалы о кузнечном инструменте (не путайте, есть еще подразделы с приспособлениями и оборудованием, в чем разница, смотрите здесь). Для получения более подробной информации переходите по ссылкам.
Прослушать
Предлагаем аудиоверсию статьи в видеоролике с фото для тех, кому лучше слушать, чем читать.
Кузнечные инструменты и приспособления для горячей (ручной, свободной, художественной) ковки: основные и вспомогательные, фото
Испокон веков кузнецы не обходились без кувалды, клещей, пробойников, молотков и прочей оснастки. Причём, эти инструменты были нужны любой кузнице как для холодной ковки, так и для горячей. Далее представлен весь список инструментов и приспособлений.
Клещи
Клещи — один инструмент кузнеца, без которого он, что называется, как без рук. Скорее они и есть продолжение его рук. Клещи должны обеспечивать прочный зажим поковки при ударе. Причём в зависимости от вида изделия клещи должны иметь губки различных форм: плоские, полукруглые или трубчатые.

Клещи кузнечные для свободной ковки из стали 40Х. Фото КовкаПРО
Вилки для гнутья
Ручная и подкладная (помещаемая в специальное отверстие в наковальне) вилки применяются для гибки и завивки заготовок с разными формами сечения: квадрат, кругляк, полоса.

Ручная кузнечная вилка. Фото КовкаПРО
Слесарно-кузнечные зубила, что это такое, применение
Такие инструменты для ковки, как зубила также постоянно применяются при художественной ковке металла.

Кузнечное зубило. Фото КовкаПРО
Зубила имеют деревянные ручки для предотвращения передачи вибрации на руку, предназначены для рубки горячего и холодного металла.
Подсечки из стали
Подсечка — приспособление, применяемое в паре с зубилом, фиксируется в отверстии наковальни. Для рубки деталь помещается между зубилом и подсечкой. Разрубается деталь ударом молота по зубилу. Либо металл просто кладется на подсечку и по нему наносятся удары молотком. Деталь надрубается с одной или с двух сторон не до конца доламывается.

Гвоздильни
Гвоздильня является приспособлением, с помощью которого производятся утолщенные головки для гвоздей, болтов, заклепок и прочих элементов.

Ручная кузнечная гвоздильня. Фото КовкаПРО
Существует два вида инструмента:
- ручная гвоздильня с несколькими полостями (от 1 до 5 ) разного диаметра;
- формовочная плита с большим количеством полостей разного размера.
Раскатки

Раскатка — инструмент для свободной ковки, применяющийся для выполнения такой операции как разгонка, которая позволяет получить заготовку нужной высоты и ширины.
Обжимки, для хомутов и прочие
Обжимки применяются для придания изделию разных форм: цилиндрическую, эллипсообразную или граненую с различным количеством граней. Обжимки состоят из двух частей, из которых нижняя крепится в отверстии наковальни, а верхняя, имеющая деревянную ручку, используется для формовки заготовки.

Обжимка верхняя круглая PICARD. Фото КовкаПРО
Молотки
Ручник — это основной рабочий инструмент — молоток весом от 0.8 до 2 кг.
При проведении небольших поковок работы проводятся молотком-ручником, которым также при ковке с молотобойцем кузнецом указывается место для нанесения удара.

Кузнечный молоток со смещенным центром. Фото КовкаПРО
Вес такого молотка составляет чаще от полукилограмма до полутора килограмм, длина ручки около 400 миллиметров. Ударная часть молотка — плоская, а верхняя часть выполняется закругленной или острой. Для того, чтобы сила удара не передавалась на руку кузнеца, рукоятка молотка изготавливается из рябины и других плотных сортов древесины.
Гладилки
Следующий инструмент для художественной ковки металла — гладилка. Назначение ее понятно из названия, она помогает загладить поверхность изделия. Нижняя рабочая поверхность гладилки отшлифована.

Кузнечный молоток-гладилка. Фото КовкаПРО
Топоры

Кузнечные топоры служат для рубки горячего металла. Выделяют несколько видов инструмента в зависимости от формы рабочей части:
- двусторонние;
- односторонние;
- трапециевидные;
- фасонные.
Длина кузнечного топора составляет от 100 до 350 мм.
Кувалда
Кувалда — это инструмент, который должен обладать крепкой и в то же время легкой рукояткой, вес самой кувалды должен быть в пределах от 2 до 8 кг. Как правило, этот инструмент держат обеими руками. Вес и размеры варьируются в зависимости от изготавливаемого изделия.

Кувалда кузнечная тупоносая стальная оцинкованная. Фото КовкаПРО
Наковальня
Наковальня — это второй «основной компонент» в работе кузнеца. Ковка производится непосредственно ударами молота по металлу, находящемуся на наковальне.

Наковальни с хвостом. Фото СнабИнструмент
Учитывая, что сила ударов, как правило, велика, наковальня должна быть прочной и надёжно закреплённой на деревянном чурбане или других прочных основаниях. Соблюдение этих условий продиктовано соображениями безопасности.
Подбойки
Подбойки служат для создания на поверхности заготовки всевозможных выбоин, углублений и канавок. Подбойки как инструменты, предназначенные для ручной ковки, имеют множество конфигураций. В ходе процесса ковки подбойки могут видоизменять свою форму, поэтому в наличии всегда должен быть большой ассортимент инструмента.
Пробойник
Для того, чтобы сделать отверстие в изделии, используют пробойник. Сечения такого пробойника могут быть самой различной формы. Используемые самодельные приспособления для ручной ковки должны быть выполнены из прочной, закаленной стали.
Горн представляет собой печь для нагрева и расплавки металлических заготовок. Топливом для горна служит газ или уголь.

Газовый горн сферической формы.
Наборы кузнеца
Наборы кузнеца с различным количеством инструментов позволяет сразу приобрести все необходимое. Мастерам горячей ковки предоставляется следующие виды комплектов:

Сварочный аппарат с зарядным устройством «SSVA-160-2» входит в расширенный набор
Каждый набор позволяет выполнять задачи разного уровня и выполнять проекты любой сложности.
Ручные инструменты и другое оборудование для холодной ковки металла
Молотки, вилки и зубила используются для работы не только с горячим, но и с холодным металлом.
Кроме этого, для холодной ковки применяется широкий перечень оснащения, которое в большинстве случаев разделяют на четыре группы, в зависимости от технических характеристик оборудования:
- универсальные агрегаты с высокой производительностью позволяют выпускать элементы разных форм, используются на производстве компаний, специализирующихся на массовом изготовлении декоративных деталей;
- станки для холодной ковки, к которым относятся гнутик, улитка, волна, твистер, глобус (объемник), фонарик, кузнечный блок для раскатки гусиной лапки;

Станок для холодной ковки PROMA Gnutik 0005
- ручные инструменты;
- самодельные приспособления.
Какие инструменты и оснащение потребуется мастеру зависит от конфигурации необходимых для изготовления элементов.
Сделать своими руками: для кузницы, дома и не только
Ручные инструменты для горячей ковки достаточно несложно сделать своими руками. Такой вариант позволит сэкономить денежные средства и изготовить оснастку «под себя».
Подробные инструкции по изготовлению инструментов представлены в отдельном разделе нашего сайта. Мастера наглядно демонстрируют процесс производства клещей и прочей оснастки.
Где купить
Некоторые мастера не обладают свободным временем для изготовления нужной оснастки, им необходимо сразу же приступать к реализации проектов. В подобных случаях следует обратить внимание на производителей и поставщиков инструмента: зубила, клещи, гвоздильни и не только.
- Модели
- Устройство болгарки
- Запчасти
- Кнопки на болгарках
- Кожухи
- Регуляторы оборотов болгарок
- Редукторы
- Статоры
- Якоря болгарок
- Запчасти
- Что нужно для болгарки
- Диски

Защитные очки для работы с болгаркой
Шпиндель болгарки вращается с частотой 11000 об/мин. При этом окружная скорость диска диаметром 125 мм. составляет более 70 метров в секунду. С такой скоростью вылетают раскаленные частицы обрабатываемого материала из-под диска болгарки. В случае аварийного разрушения диска, с этой же скоростью «выстрелят» его обломки.

Кузнечные молотки
В кузнечном деле при выполнении ручной ковки незаменимым инструментом являются кузнечные молотки. Они выполняют роль ударного фактора при формообразовании заготовок методом свободной горячей ковки. В статье рассмотрим различные их виды в зависимости от особенностей применения. Отличия кувалды и ручника (молотка) для.

Гвоздильня
Для производства кованых гвоздей применяется приспособление гвоздильня. При ее помощи выполняется утолщенная головка гвоздя. Формирование происходит в полости корпуса гвоздильни, выполняющего роль штамповочной матрицы или расклепыванием на поверхности. Дальнейшее формообразование производится с помощью накладной.

Кондуктор для завитков
Кованые элементы пользуются спросом у клиентов различных категорий. Детали обладают разнообразием видов, реализуются по низким ценам, позволяют украшать различные изделия и создавать интересные композиции, легко крепятся к предметам посредством сварки, просты в уходе, отличаются долговечностью и привлекательным.
Инструмент

Cвёрла по металлу
Любое сверло (и свёрла по металлу не являются исключением) – это режущий инструмент, который относится к группе осевых инструментов. Он предназначен для обработки отверстий и от него во многом зависит их качество. Существуют сверла самых разнообразных форм и размеров. Каждый тип имеет свои особенности, которые отражаются на.

Рулетка для кузнецов и сварщиков — магнитная
Для тех, кто работает с металлом, очень удобным инструментом будет такая вот рулетка с магнитами. Удобна она тем, что можно замерять проемы, внутренние размеры буквально одной рукой без посторонней помощи. И никого не просить «подержать». Вот небольшой видеоролик, демонстрирующий достоинства такого измерительного.

Вилка — подкладной инструмент для гибки металла (горячей и холодной)
Если вы решили самостоятельно осваивать кузнечное дело и оборудовать кузницу своими руками, начиная с нуля, то эта страница поможет вам сделать вилку. Вилка относится к разряду подкладного инструмента и является, пожалуй, одним из первых самодельных приспособлений, которое кузнецу нужно изготовить самому. На фото ниже.

Вилка кузнечная (ручной инструмент)
Покажем здесь кузнечный инструмент, который нужен очень часто. Пожалуй, после молотка и наковальни, этот инструмент, в комплекте с одноименным, но подкладным инструментом, вилкой — это самое основное, что нужно для гибки металла. В разных регионах и разных кузницах его называют по разному. Вот какие названия подсказали.
Как сделать станок для холодной ковки своими руками

Кованые заборы, ограды, садовая мебель – дорогостоящие предметы экстерьера, а с помощью самодельного оборудования и навыков можно собственноручно изготавливать металлоконструкции даже на продажу. В статье расскажем, как сделать простой ручной станок для холодной ковки металла своими руками, а также дадим чертежи.
Разновидности станков
В зависимости от используемой технологии и получаемого результата, а также в связи с затрачиваемыми ресурсами на работу с заготовкой и возможности, и функции устройства, все их можно разделить на категории. Одни могут быть изготовлены в домашних условиях, другие – только на заводах.
Станок «Улитка»
Сам корпус состоит из спирали, в которую помещается металлопрофиль или металлический жгут. Изделие имеет несколько сегментов, чем их больше, тем сильнее происходит закручивание. Отлично, когда можно менять одни фрагменты на другие, чтобы изменять радиус полученного изгиба, тогда одним аппаратом можно будет пользоваться для выполнения разных задач.
Коротко об основных узлах приспособления:
- Каркас – он создается из металлических прочных швеллеров, уголков или труб.
- Станина с округлой поверхностью – на нее накладывается большая нагрузка, поэтому необходимо делать ее максимально прочной.
- Вал из толстостенной трубы для вращения.
- Рычаг, который крепится к цилиндрическому ролику в середине.
- Сами сегменты улитки. Их можно предварительно расчертить прямо на столешнице, измерить, а потом сделать из стали, или воспользоваться картонными шаблонами с последующим изготовлением из металлического листа.
Торсионное оборудование для холодной ковки своими руками
С помощью такого станка можно получить не завитки, а красиво закрученные вокруг своей оси фрагменты из металлопрофиля. Трубы и круглые прутки подвергать такому изгибу нельзя, но полые и сплошные изделия из металла с квадратным сечением смотрятся с витым рисунком очень изящно.
Аппарат для продольного скручивания состоит из станины (из швеллеров или двутавра) с крепко установленным зажимом. В тисках будет закрепляться неподвижный участок заготовки. На втором конце, подвижном, имеются ролики, которые приводят этот участок в движение. Кончик металлопрофиля также зажимается в фиксаторе. От наконечника идут длинные рукояти (чем рычаг длиннее, тем больше прикладываемая сила) – они приводят в движение аппарат.
Станок «Гнутик»
Приспособление напоминает штамповку или пресс, поскольку активной является только одна часть, а низ с креплением остается пассивным. На неподвижной станине монтируется два вала, они удерживают заготовку (трубу, металлопрофиль). Подвижный элемент – клин – находится предварительно внизу, но когда деталь помещается между опорами и рычагом, то последний приходит в движение и «проминает» плоскость. Получается зигзаг, или «гнутик», как на фото:
Станок «Волна»
Часто такие приспособления делаются не самостоятельно, а приобретаются. Они универсальны и подходят для изготовления изгибов с разными радиусами. Конструкция самодельного оборудования для холодной ковки состоит из столешницы с двумя дисками разного или одинакового размера, при этом один опорный, а второй подвижный. К нему прикреплен вороток, с помощью которого приводят в движение всю систему.
Особенность в том, что можно передвигать расположение элементов, а также менять круги на другой диаметр – это позволяет изменять радиус изгиба.
Станок — пресс
Это аппарат позволяет делать приплюснутые наконечники шестигранников, прутков, металлопрофиля. Он состоит из двух прочно приставленных друг к другу валов – между ними находится минимальный зазор. Они могут быть полностью гладкие или рифленые. В первом случае получится классическая плоская пика, во втором – «гусиная лапка» с рифлением.
В гнездо между двумя роликами необходимо просунуть заготовку, затем привести в движение аппарат посредством рычага, затем обратно. Движение достаточно сильное быстрое, чтобы произвести прокат. Так выглядит результат процесса:
Отличия холодной ковки
Основная разница при процедуре – нет дополнительной термообработки,то есть нагрева. Деформации производятся в обычных для стали температурных условиях.
- простое оборудование, которое можно изготовить своими руками;
- нет потребности в печи и прочих приспособлениях для кузнечных работ;
- необходимо применять физическую силу, но можно оснастить аппаратуру электроприводом;
- эстетичный внешний вид и оставление всех технических качеств и свойств.
Устройство станков для ковки по холодному типу
В зависимости от разновидности конструкция различается, но есть общие черты:
- крепкая станина – она должна выдерживать вес заготовки плюс усилие, с которым поворачивается рычаг;
- все элементы выполняются из надежной стали – деревянные шаблоны слишком мягкие, чтобы гнуть на них твердый металл, но алюминий или тонкостенный стальной лист – почему бы нет;
- обычно это стационарное устройство.
Остальные конструктивные особенности зависят от видов.
Оснащение электроприводом торсионного станка для холодной ковки
Электризация – бессмысленное мероприятие и затратное, если вам нужно согнуть одну или две заготовки. Но в случае, если вы намерены изготавливать изогнутые элементы для целого забора или заниматься этим делом профессионально, то без помощи электродвигателя не обойтись. Что это дает:
- увеличение скорости;
- эффективность и продуктивность агрегата в целом тоже повышается;
- стабильная и постепенная работа;
- надежная фиксация, отсутствие влияния человеческого фактора (разного рода ошибки при прокручивании рычага);
- работник значительно меньше утомляется.
Если вы планируете многосерийное производство, необходимо поставить двигатель и ремни для передачи энергии в механическое движение, но предварительно следует произвести расчеты.
Построение завитка для станка своими руками
Раздел актуален для тех, кто делает «улитку». Удобнее всего нарисовать на столешнице логарифмическую спираль, сделать в поворотных точках крепления, чтобы разделить всю кривую линию на съемные части. Затем мы рекомендуем из бумаги/картона сделать шаблоны и после перенести их на сталь.
Основная сложность заключается в расчетах. Радиус от центра к крайней точке постоянно увеличивается и растет в зависимости от количества витков и желаемого изгиба. Мы привели пример чертежа уже с нанесенными размерами, но их можно рассчитать для себя:
Сооружение станка для холодной ковки
Мы рекомендуем уже на этапе проектирования предусмотреть необходимость менять диаметр изгибов, поэтому нужно:
- сделать несколько отверстий для креплений – так можно будет при необходимости передвинуть один из элементов (вал, часть улитки и пр.);
- подготовить съемные детали других размеров, например, круги большего и меньшего радиуса.
Крепление насадок удобнее всего осуществлять посредством болтов.
Как построить завиток
Когда вы уже приступите к изготовлению, вы поймете, что для каждого отдельного изделия нужен свой шаблон с уникальными параметрами. Поэтому мы рекомендуем сделать несколько заготовок со стандартными габаритами, а затем устанавливать их на станину в зависимости от потребностей.
Основной аппарат, который используется, – это «улитка», здесь все построено на логарифмической спирали. Радиус каждого витка при повороте больше, чем в предыдущей точке.
Улитка с рычагом
Мы много рассказывали об этом приспособлении, посмотрим, как им пользоваться:
Торсионы
Винтовое скручивание прутьев возможно и вовсе без станочного оборудования. Как это сделать: если прут поместить внутрь трубы, а один конец зажать в тисках, то можно просто у основания второго зафиксированного края начать вращение с помощью рукояти. Скованное пространство не позволит заготовке делать непроизвольные изгибы, так как все витки будут одинаковыми. Но, на весу проводить процедуру не удобно, намного лучше, если все конструктивные элементы будут иметь свое статичное положение на крепкой столешнице. А еще лучше – если придется не руками крутить вертушку, а только нажимать на кнопку.
Об электроприводе торсиона
У автора видео представлен многофункциональный станок, где есть скручивание в различных плоскостях, в том числе торсионное:
Волна и зигзаг
Если вам нужны не завитки и окружности, а лишь небольшие изгибы – волнообразные или зигзагообразные, более острые, то понадобится «гнутик». О его оснащении мы уже рассказали. Теперь объясним то, что действующие элементы (их три – два статичных, один – подвижный) могут заменяться. Так круглые валы для мягкой волны могут быть заменены на клинья с острыми углами, что дает ровный и четкий зигзаг.
Сборка устройства
Рекомендуем все элементы на предварительном этапе подсоединять на не очень прочные крепления (не нужно сразу работать сваркой), поскольку при проектировании могли быть допущены ошибки. Начните с болтов, а затем проведите тестовый запуск. Если вас полностью устраивает конструкция, то можно произвести финальную сборку с наиболее крепкими соединениями, в том числе с использованием сварочного аппарата.
Соединение и покраска деталей
Внутренняя часть улитки, которая имеет постоянный контакт с заготовками, не должна быть окрашена, а только тщательно отполирована – без зацепок и ржавчины. Остальные части могут быть покрыты любым ЛКП.
Как обойти камень
Итак, вопрос – делать самому или покупать уже готовую аппаратуру? Если вам нужна высокая производительность и точность, то лучше заказать заводской агрегат. В случае, когда вам нужно загнуть одну-две заготовки, то можно сделать самый простой «гнутик».
Изделия, произведенные методом холодной ковки
Сделать можно многое, мы перечислим самые распространенные способы применения:
- Садовая мебель: столы, скамейки, стулья, мусорные урны.
- Качели.
- Ограды, заборы и украшение сплошных ворот.
- Балконные перила, а также поручни для лестниц, ступеней. Сами витые конструкции.
- Козырьки и крытые дворы.
- Амбары, теплицы с металлическим каркасом, а также любые металлоконструкции, где может понадобится гнутый металлопрофиль.
В статье мы дали чертежи самодельных станков для холодной ковки своими руками, рассказали о их особенностях и отличиях. В качестве завершения темы посмотрим еще одно видео о том, как в домашних условиях изготовить полноценное оборудование:
Станок для холодной ковки металла, чертежи оборудования
 Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Придать приусадебному участку респектабельный вид можно без затрат больших денежных средств. Для этого достаточно установить кованые металлические элементы ограды, смонтировать кованые садовые скамейки, закрепить фонари и светильники, выковать подставки под вазоны, мангалы, детали для беседки. Дешевым способом изготовления предметов интерьера и экстерьера является холодная ковка в профессиональной или бытовой кузне.
Производство фигурных элементов
 Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Для кустарных мастерских изготовление художественных элементов вполне доступно, если в наличии имеется оборудование для холодной ковки, к основным компонентам которого относится станок специальной конструкции. Кованые металлические детали можно изготавливать в домашней кузне, если имеются чертежи станков для холодной ковки, своими руками умельцы способны собрать от 3 до 5 вариантов из доступных компонентов.
Прежде чем собирать самодельные станки и приспособления для холодной ковки, специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без применения оборудования и оснастки. Научиться создавать красивые вещи своими руками просто, достаточно получить минимальные навыки по работе с арматурой и листовым материалом.
Что такое холодная ковка
 От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
От горячей гибки холодная художественная ковка отличается способом обработки заготовки. Сделать красивую поделку при помощи горячей поковки можно только после предварительного разогрева металла. Холодную деталь наклепывают серией ударов молотом с протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, оставляя сердцевину эластичной и устойчивой к излому.
Ускорить производственный процесс помогают списанные рельсы, колесные бандажи и буфера железнодорожных вагонов, используемых при изготовлении гибочного приспособления «улитка». Простой чертеж «улитки» для холодной ковки поможет из подручных материалов собрать приспособление с экономным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочного рычага;
- ворота или поворотного лемеха;
- лекала;
- обводного ролика.
 К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
К положительным свойствам станка-твистера «улитка» относятся следующие факторы: оборудование может устанавливаться в любом месте, вертикальная компонента обладает минимальной рабочей нагрузкой, горизонтальная нагрузка передается на опору из стального профиля. Поворот лемеха можно осуществлять одной рукой, вторая рука поджимает прут арматуры или полосу металла.
Простые механические станки для ковки металла позволяют сгибать спирали с числом витков до 5 шт. Чтобы правильно собрать станок «улитка», необходимо изучить принцип действия оборудования и способ сборки основных узлов, среди которых основными является:
 каркас из металлического уголка и швеллера или трубы с толстыми стенками;
каркас из металлического уголка и швеллера или трубы с толстыми стенками;- столешница из двух круглых стальных плит толщиной более 4 мм;
- основной вал, закрепленный в центральной части станка между кругами столешницы с помощью согнутых под прямым углом треугольников. Для вала можно использовать толстостенную трубу;
- рычаг для сгибания прутка, закрепленный к валу кольцом.
 каркас из металлического уголка и швеллера или трубы с толстыми стенками;
каркас из металлического уголка и швеллера или трубы с толстыми стенками;Рычажная «улитка» обладает уникальным свойством, благодаря которому получают завитки с ограниченным в размерах ядром из полосы металла, уложенного плашмя. Избежать образования вертикальной волны на заготовке помогает установка вертикального ролика с ребордой. Рабочий процесс требует затраты времени, рычаг должен подаваться короткими подвижками.
Монтаж деталей «улитки»
 В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
В зависимости от квалификации кузнеца в рабочем процессе могут принимать участие станки для ковки одного из трех вариантов приспособлений.
Вариант первый относится к простым устройствам, в котором контур спирали протачивается или приваривается на поверхности столешницы.
Вариант второй предусматривает изготовление «улитки» из разборных частей. По длине контура кузнечной разметки устраиваются отверстия с внутренней резьбой, по шаблону вырезаются металлические накладки с отверстиями под болты. Для закрепления сегментов на столешнице применяются болты или упоры, конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» не используя нагрев прутка.
Третий вариант станка состоит из разборных сегментов для производства модулей с разным вариантом спирали. Модули выполняются из отдельных фрагментов металла с наваренными частями «улитки».
Независимо от варианта исполнения станки холодной ковки монтируются одинаковым способом. В начальном этапе необходимо оборудовать место под каркас, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру каркаса приваривается основной круг столешницы, с помощью треугольников монтируется вал, закрепляется вращающийся рычаг. К верхнему отделу вала приваривается второй круг столешницы, на которую устанавливаются сегменты спирали «улитки».
«Гнутик» в качестве приспособления
 В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
В техническом словаре «гнутиками» называются все гибочные станки для холодной ковки металла. Меняя в станке с ручным управлением ролики и клинья, можно регулировать угол загиба металла, шаг и высоту волны. Шаблон для ковки завитков строятся по принципу математической спирали, основанной на формах природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и пр.
«Гнутик» промышленного производства позволяет изготавливать детали, которые на станке домашней сборки ковать не представляется возможным. Комплектующие детали оборудования и сменный инструмент должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
 Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Профессиональные кузнецы рекомендуют купить готовый «гнутик». Такое приспособление управляется просто, пригодится для производства сварных конструкций из труб небольшого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Простейшим приспособлением для художественной ковки холодным способом также является доска с проставками, в качестве которых могут служить болты М24. Устройство легко справляется с металлической полосой толщиной до 6 мм
Различные приспособления для ковки своими руками
Ковка металла — это процесс его обработки при помощи давления. В ходе этого процесса при помощи инструмента (молот, наковальня и др.) на металлическую заготовку оказывается частое воздействие. От этого она деформируется таким образом, что приобретает нужную форму и размеры.

Фото 3. Приспособление «Гнутик» применяют для изготовления различных дуговых изделий.
Виды ковки металла
Ковка металла может быть холодной и горячей. Для проведения процесса горячей обработки требуется специализированное оборудование, которое возможно установить только в цехе, оборудованном под кузницу.
Холодную ковку можно осуществлять и своими руками в домашних условиях и превратить это занятие в личное хобби.

Фото 1. Приспособление “Волна” применяют для отделки профильных и круглых труб.
В процессе обработки металла холодным способом заготовка подвергается процессу прессования и изгиба одновременно. Таким способом можно задать изделию нужную форму с требуемым загибом. Но важно помнить, что при подобном методе отделки материала нужно все правильно рассчитать, потому что второй раз провести такую процедуру на этой же заготовке будет уже невозможно.
Холодная ковка металлического изделия позволяет придать ему индивидуальность и делает его необычным. Такая деталь из металла будет всегда выполнена в одном экземпляре. Очень часто такую отделку металла применяют для изготовления оград, решеток на окна, элементов украшения каминов. Также она может применяться для создания предметов мебели (столы, стулья, различные табуреты, полки и т.д.).

Фото 2. С помощью приспособления «Твистер» можно скрутить металлический пруток вдоль своей оси.
Для того чтобы осуществить обработку изделия, существует несколько основных видов инструмента, к которым можно отнести следующие:
При помощи данных приспособ и навыка работы с ними можно добиться художественной ковки. Они помогут создать достаточно много оригинальных изделий, форма которых будет зависеть от личных вкусовых пристрастий.
Назначение инструментов для обработки заготовок

Фото 4. Приспособление «Улитка» применяют для художественной ковки детали и сделать ее в виде спирали.
При помощи приспособления «волна» можно создавать различные изогнутые элементы, напоминающие форму волны. Если через этот инструмент провести металлическую заготовку (квадрат или пруток), получится ровное волнообразное изделие в форме синусоиды. Этот инструмент можно применять и для отделки профильных и круглых труб, заготовок в форме шестигранника и трубок с небольшим диаметром сечения (Фото 1).
Приспособление «твистер» в некоторых случаях называют «фонариком». С помощью «твистера» можно скрутить металлический пруток вдоль своей оси. Эту операцию можно выполнять с обычным прутком, прутком в форме квадрата и металлической полосой. Размер круглого прутка, который может подвергнуться обработке, составляет 30-35 мм, квадратного — 16-20 мм. А ширина полосы не должна быть больше 30 мм (Фото 2).

Фото 5. Приспособление “Фонарик” применяют для изготовления переплетенных изделий.
«Гнутик» — это основополагающий инструмент в процессе холодной ковки своими руками. С его помощью можно сделать изгиб прутка, квадрата, шестигранника и полосы. Угол загиба можно выбрать любой. Еще его можно применять для изготовления различных дуговых изделий. Радиус этих изделий можно задавать любым (Фото 3).
Приспособление «Улитка» позволит добиться художественной ковки детали и сделать ее в виде спирали. Применяется она для обработки деталей, радиус или толщина которых составляет не более 12 мм (Фото 4).
«Фонарик» — это такой вид ручной оснастки, которая нужна для изготовления переплетенных изделий. Применяется в основном для изготовления ручек корзины, короба и т.д. (Фото 5).
Неоспоримым преимуществом такой оснастки является простота ее использования. При необходимых навыках и сноровке можно быстро набить руку и стать профессионалом кузнечного дела, что позволит довольно легко получать изделия желаемой формы.
Как сделать своими руками станок Улитка для холодной ковки?
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.

Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.

Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.

Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.

На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.

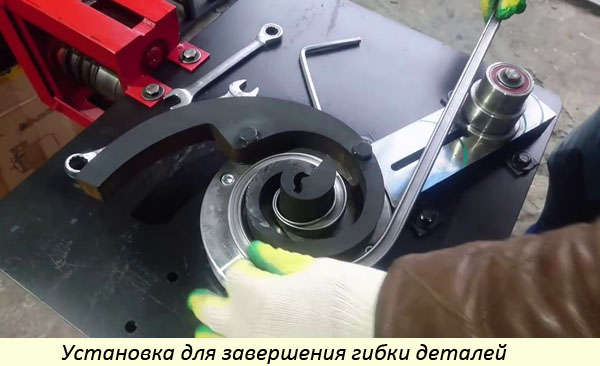
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.

Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.

После фиксации хвостовика включается электродвигатель. Начинается формование детали.

Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.

Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.

Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.

Для продолжения работы устанавливается съемный элемент сборной «Улитки».

Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.

С обратной стороны выполняют дополнительный изгиб детали.

Дорабатывается изделие с обеих сторон.

Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.

Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.

Примеры изделий с завитками
Оригинальный козырек над входом в здание:

При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.

На лестничном пролете завитки выглядят весьма оригинально.

Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.

На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.

В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.

Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.

Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.




