Шлицевая гайка – метиз с оригинальной конструкцией
Шлицевая гайка (ШГ) представляет собой специальный крепежный элемент, который отличается от стандартных метизов своей особой конструкцией.
Гайки со шлицами – в чем их особенности?
Интересующие нас ШГ подразделяют на несколько видов. Они могут быть барашковыми, шестигранными, крепежными, трубными. При этом в различных промышленных отраслях наиболее часто применяется круглая шлицевая гайка. Она практически незаменима для фиксации подшипников в автомобильных системах и разнообразных типах машинного оборудования. Кроме того, в машиностроительной сфере такие соединительные гайки используются для фиксации на валах вращающихся элементов.
Главная особенность ШГ заключается в том, что по бокам у нее имеются специальные пазы – небольшие желобки под ключ.

Наличие таких пазов обуславливает быстроту и легкость монтажа и демонтажа крепежа. За счет этого время на работы по сборке конструкций существенно снижается. Да и сам монтажный процесс производится по-настоящему оперативно.
Стопорение круглых ШГ осуществляется при помощи многолапчатых шайб, которые располагают наружными «лапками» – шестью выступами, и еще одним выступом, находящимся внутри. Одна из внешних «лапок» отгибается в гаечный шлиц, а внутренняя всегда заходит в паз, выполненный специально под шайбу на валу. Эти «дополнения» к ШГ выпускаются по требованиям Госстандарта 11872 для любых гаек с резьбой до 20 см.

Многолапчатые шайбы для стопорения
Отдельно стоит отметить, что описываемые шлицевые метизы при идентичном с распространенными шестигранными гайками резьбовом диаметре весят намного меньше последних и характеризуются меньшими радиальными размерами. Для многих агрегатов, станков и машиностроительного оборудования это имеет огромное значение.
Изготовление и параметры крепежа со шлицами – все стандартизировано!
Базовым документом для выпуска ШГ является Госстандарт 11871–88. Он разрешает изготавливать гайки сечением 6–200 мм с различным шагом резьбы: от 0,5–1,25 мм для метизов сечением 6–24 мм; 1,5 для 24–70; 2 для 72–170 и 3 для изделий сечением 180–200 мм. Шлицевые метизы с резьбой 125–200 мм должны иметь 8 пазов, 42–120 – 6, меньшего резьбового сечения – 4 паза.
Шлицевый крепеж выпускается в двух исполнениях:
- с фаской;
- без фаски либо с фаской со скруглением величиной от 06 до 2,5 мм.

Шлицевой крепеж без фаски
Сырьем для ШГ являются следующие материалы:
- 14Х17Н2, 12Х18Н10Т, 12Х18Н9Т (сплавы с высоким уровнем коррозионной устойчивости);
- обычные углеродистые стали марок 35, 20 и 45;
- легированные стальные композиции 30ХГСА и 35Х;
- латунь Л63.
По шкале Бринелля эти материалы должны иметь твердость от 110 до 217 единиц.
Вес 1000 ШГ из стали варьируется от 5,34 до 4106, 61 кг – изделия первого исполнения, и от 4,21 до 1324,89 кг (второе исполнение). Массу латунных метизов узнать несложно – требуется умножить вес стальных гаек определенного диаметра на 1,08.
Из стали 35 выпускают гайки исключительно с сечением резьбы 6–48 мм. Такая крепежная продукция обязана выдерживать испытательные нагрузки не менее 13,2–240,7 кН.

Производство крепежной продукции
Госстандарт допускает выпуск ШГ без какого-либо специального поверхностного покрытия. Но востребованностью пользуются метизы, пропитанные фосфатным маслом, либо с нанесенным на них слоем кадмиевого хрома или цинка. Тип покрытия для разных сталей определяется стандартом 9.303, а требования к ним изложены в ГОСТ 9.301.
Поверхность гаек со шлицами, кроме того, обязательно подвергается закалке на глубину от одного миллиметра и более. Твердость же верхнего слоя рассматриваемых крепежных изделий не может быть меньше 38 единиц по шкале HRC либо 372 по шкале HV. Величина твердости определяется по Госстандартам 9013 или 2999.
Инструмент для работы со шлицевыми метизами – чем их закручивать?
Для установки и демонтажа интересующих нас крепежных деталей используются ключи для круглых шлицевых гаек. Такой инструмент производится по Госстандарту 16984–79. Он может изготавливаться в двух исполнениях. Приспособления 1 исполнения имеют маркировку от 7811-0311 до 7811-0331, 2 – от 7811-0411 до 7811-0433.

Ключи для круглых шлицевых гаек
Особые требования к ключам для ШГ:
- твердость – 41,5–46,5 HRC;
- сталь для изготовления инструмента – 45 или 40Х (любая иная, отвечающая требованиям стандартов 1050 или 4543);
- длина ключа – от 105 до 580 мм.

Пример закручивания ШГ
Все остальные требования технического характера к ключам для круглых ШГ изложены в Госстандарте 2838–80.
Гайки. Типы гаек. Шлицевые гайки. Кольцевые гайки

На рис. 143 показаны основные типы шестигранных гаек: с односторонней фаской диаметром D1 = S (рис. 143, I); с односторонней фаской диаметром D1 = 0,95·S (рис. 143, II); с двусторонней фаской (рис. 143, III); с кольцевой заточкой на опорном торце (рис. 143, IV); с буртиком на опорном торце (рис. 143, V).
На рис. 144 и 145 приведены гайки различных типов; прорезные (рис. 144, I); корончатые (рис. 144, II); прорезные с укороченным шестигранником (рис. 144, III); с конической коронкой (рис. 144, IV); с укороченными шестигранниками (рис. 145, I); с заходным конусом под торцовый ключ (рис. 145, II); с конической и сферической опорными поверхностями (рис. 145, III, IV).

В зависимости от назначения гайки могут иметь различную высоту от 0,3d до 1,25d (d — диаметр резьбы). Низкие гайки применяют в качестве контргаек и для слабонагруженных соединений, высокие гайки — для сильнонагруженных соединений, а также для часто разбираемых соединений. Для средних условий работы применяют гайки высотой (0,8—1)d. При этих соотношениях приблизительно соблюдается условие равнопрочности гайки и нарезного стержня.
На рис. 146—153 показаны гайки с разными формами завертных элементов; на рис. 154 — гайки с внутренними завертными элементами (шестигранником, шлицами), применяемые в случаях, когда требуется силовая затяжка при ограниченных радиальных габаритах; на рис. 155 — колпачковые гайки, применяемые в случаях, когда требуется обеспечить герметичность резьбового соединения; на рис. 156, 157 представлены гайки с наружной резьбой.












Шлицевые гайки. Конструкция цилиндрическом гайки с мелкими треугольными шлицами по образующим (рис. 158) является прогрессивной.
Такие гайки в будущем, возможно, вытеснят шестигранные. Их основное преимущество заключается в более благоприятном распределении сил при затягивании гайки. Из рис. 159 видно, что плечо сил, действующих при затяжке на шлиц треугольного профиля с углом при вершине 60°, примерно в 2 раза больше, чем в случае затяжки шестигранной гайки.
Число шлицев на окружности гайки может в 6—7 раз превышать число граней шестигранника. Следовательно, при одинаковом моменте затяжки сила, приходящаяся на каждый шлиц, будет в 12—15 раз меньше, чем сила, действующая на грань шестигранной гайки при затяжке трубчатым ключом, и в 36—45 раз меньше, чем при затяжке накидным ключом. Опасность смятия поверхностей затяжки, столь реальная у шестигранных гаек, в данном случае исключается. Благодаря форме завертных элементов исключается и опасность срывания ключа при затягивании.
Другое преимущество заключается в возможности проворачивания гайки при затяжке практически на любой угол, что облегчает завертывание в тесных местах, где размах ключа ограничен.

Шлицевые гайки при одинаковом диаметре резьбы имеют меньшие радиальные габариты и меньшую массу, чем шестигранные гайки. Недостаток шлицевых гаек в том, что их можно завертывать только трубчатым ключом.
При проектировании крепежных узлов со шлицевыми гайками следует предусматривать над гайкой свободное пространство для надевания трубчатого ключа. Высоту этого пространства при завертывании открытым трубчатым ключом можно сократить уменьшением толщины ключа. Уменьшение высоты шлицев (рис. 160, I—III) облегчает манипулирование ключом: при снятии и повторном надевании ключ центрируется цилиндрической частью гайки. Возможно также применение специальных ключей с разводными губками, допускающими подход к гайке сбоку.

Запас прочности на смятие у шлицевых гаек (рис. 161, I) настолько велик, что можно без большого ущерба для надежности сократить число шлицев (рис. 161, II—IV). Масса гайки при этом уменьшается; преимущества при завертывании гайки сохраняются в полной мере, если шлицы на ключе нарезаны по всему периметру.

При конструировании шлицевых гаек рекомендуется соблюдать следующие соотношения (рис. 162):

1) диаметр гайки по впадинам шлицев D1 = (1,35—1,50)d где d — номинальный диаметр резьбы; верхний предел (1,5) относится к малым гайкам, нижний — к средним и большим;
2) наружный диаметр гайки по выступам шлицев D = (1,10—1,15)D1; здесь верхний предел также относится к малым гайкам, нижний — к средним и большим;
3) высота гайки Н = (0,8—1,0)d.
Шлицевые гайки (рис. 160) стопорят чаще всего шплинтами.
Кольцевые гайки. Кольцевые гайки применяют для затяжки насадных деталей, подшипников качения и подобных деталей на валах большого диаметра.
К этому типу гаек относятся гайки, называемые по ГОСТ 11871—80 круглыми шлицевыми.
Особенность кольцевых гаек — относительно малая высота при большом диаметре. Вследствие большого диаметра резьбы гайка обычной высоты получается избыточно прочной и очень тяжелой.
Нетрудно определить высоту гайки, необходимую по условию равнопрочности гайки и вала (для случая полого вала).
Условие равнопрочности полого вала, работающего на растяжение от действия силы затяжки, и резьбового пояса, работающего на срез от действия той же силы, имеет следующий вид:

где [τ] — допустимое напряжение среза в резьбе; [σр] — допустимое напряжение растяжения вала; Н — длина работающего пояса резьбы (высота гайки); Dcр и D0 — соответственно средний диаметр резьбы и диаметр отверстая в вале.

Для средних условий, учитывая концентрацию напряжения в витках резьбы, можно принять, что допустимое напряжение среза в резьбе в 2 раза меньше допустимого напряжения растяжения для вала. Тогда

Из этого выражения видно, что высота гайки уменьшается с увеличением диаметра отверстия вала (рис. 163).

При стандартизации кольцевых гаек трудно учитывать фактор D0/Dcp; обычно высоту гаек устанавливают только в зависимости от диаметра D резьбы. При этом высота Н гаек (рис. 164) составляет примерно (0,15—0,25)D (меньшие значения относятся к гайкам большого диаметра, а большие — меньшего диаметра).

Из-за малой высоты кольцевых гаек в них используют только резьбы с мелким шагом. Применение крупных резьб (рис. 165, I) привело бы к уменьшению общего числа ниток на гайке с понижением прочности (вследствие относительного уменьшения числа ниток с полным профилем), ухудшило бы осевое направление гайки по валу и, кроме того, ослабило бы вал из-за уменьшения внутреннего диаметра резьбы.

Шаг s резьбы у кольцевых гаек обычно принимают примерно равным (0,015—0,050)D, где D — диаметр резьбы; верхний предел относится к резьбам малого диаметра (20—50 мм), нижний — к резьбам большого диаметра (100—120 мм). При проектировании кольцевых гаек рекомендуется шаг резьбы (и высоту гайки) выбирать с таким расчетом, чтобы общее число ниток на гайке было не менее 5—6 (рис. 165, II).
Как и во всех резьбовых соединениях, следует предусматривать запасы резьбы по обе стороны от номинального положения гайки. Рекомендуемые величины запасов приведены на рис. 166.

Размер гайки по впадинам шлицев, определяющий минимальную толщину рабочего кольца гайки, выполняют равным S = (1,2—1,3)D. Наружный диаметр гайки D2 колеблется в пределах
Участки гайки, на которых расположены пазы, не должны выходить на опорную поверхность торца гайки, так как при сминании боковых граней пазов при затяжке или отвертывании гайка не будет плотно прилегать к затягиваемой детали. Для этого делают выточки или фаски, односторонние или (лучше) двусторонние (рис. 167). Наружный диаметр D1 опорной поверхности должен быть меньше размера S между впадинами пазов по крайней мере на 0,5—1 мм.

На рис. 168 представлены кольцевые гайки с внутренней резьбой и с различным расположением завертных пазов; на рис. 169—177 — гайки с завертными элементами других типов.










Чаще всего применяют гайки с наружными пазами, число которых колеблется в пределах 4—12. Такие гайки завертывают накидными «рожковыми» ключами (рис. 178, I) или ключами с торцовыми (рис. 178, II) или внутренними радиальными (рис. 178, III) зубьями.

Число и форма пазов и выступов гайки заметно влияют на ее массу. В машинах, где требование уменьшения массы стоит на первом плане и где применяется большое число кольцевых гаек, конструкции пазов уделяют значительное внимание.
На рис. 179 приведены относительные массы гаек с пазами различной конструкции. За единицу принята масса гайки с четырьмя пазами. Как видно из рис. 179, I—IV, простое увеличение числа пазов позволяет значительно уменьшить массу. Масса гайки с двенадцатью пазами (рис. 179, IV) составляет 86% массы гайки с четырьмя пазами (рис. 179, I). Дальнейшее уменьшение массы достигается выборкой нерабочих участков выступов между пазами (рис. 179, V), уменьшением высоты и ширины выступов (рис. 179, VI) и уменьшением их числа (рис. 179, VIII).

Наиболее выгодна конструкция (рис. 179, IX) с небольшим числом выступов треугольного профиля; масса гайки составляет 53% массы исходной гайки. Профили пазов, изображенные на рис 179, V—IX, могут быть получены высокопроизводительным способом обката с применением червячной профильной фрезы.
Гайки, конструкция которых изображена на рис. 179, VI—IX, завертывают только трубчатыми ключами.
При затяжке кольцевыми гайками насадных деталей нужно, чтобы торец гайки опирался в деталь не менее чем на 3/4 своей высоты (размер S на рис. 180, I). Если высота ступеньки на валу не позволяет осуществить это условие, между гайкой и деталью устанавливают массивную подкладную шайбу (рис. 180, II).

Важно, чтобы подкладная шайба была центрирована. На рис. 181, I показана неправильная установка: шайба может сместиться в выточку за резьбой. На рис. 181, II—IV показаны способы центрирования шайбы, из которых самым простым является способ центрирования по наружному диаметру резьбы (рис. 181, II).

В случаях, когда необходим равномерный нажим на затягиваемую деталь, применяют сферические подкладные шайбы (рис. 182). Другие способы решения этой задачи — соблюдение строгой перпендикулярности между торцом гайки и средним диаметром резьбы или применение резьбы с осевыми и радиальными зазорами н витках, позволяющими гайке несколько самоустанавливаться на валу.

На рис. 183—188 приведены конструкции круглых гаек с наружной резьбой, различной формы и с различными элементами для завинчивания.
Гайки
Гайки — это крепежные элементы с резьбовым отверстием, которые образуют соединение при помощи винтов, болтов или шпилек. Изготавливаются эти изделия в основном из углеродистой стали или нержавейки.
| Изображение | Описание | Вес | Цена |
|---|---|---|---|
 | Гайка самоконтрящаяся DIN 6927 |






Скачать PDF – DIN 6923














Фирма «Градиент Метиз» предлагает Вам купить гайки различных размеров оптом и в розницу в Москве.
Гайки производят чаще всего в форме шестигранника, для того чтобы их удобно было закручивать гаечным ключом. Также они могут быть квадратной, круглой формы, иметь выступы и т.д.
Для того чтобы определить, какие гайки Вам нужны, необходимо четко знать, для каких целей они будут использоваться. В каждой конкретной ситуации требуются элементы разных форм.



Почему выгодно покупать строительные гайки с помощью компании «Градиент Метиз»?
1. Широкий ассортимент.
Каталог крепежных изделий «Градиент Метиз» насчитывает множество наименований и типоразмеров продукции, включая все типы гаек (самоконтрящиеся, шлицевые, корончатые), а также детали для резьбовых соединений.
2. Высокое качество.
Все представленные в нашем каталоге изделия отвечают требованиям ГОСТ Р 52645-2006 и сертифицированы в соответствии с международным стандартом ISO 4775: 1984. При изготовлении гаек используются высокопрочные стали, благодаря чему все представленные изделия крепки и долговечны.
3. Выгодные цены.
Отпускная цена на гайки и другие метизы формируется под влиянием объективных экономических факторов, не превышает допустимых пределов и является доступной для массового российского потребителя — как частных лиц, так и промышленных предприятий.
4. Возможность купить в одном месте все детали крепежа.
Вы сможете приобрести гайки и другие метизы с помощью нашего сайта, не тратя времени на походы по магазинам.
5. Скидки и доставка на выгодных условиях.
Оптовые покупатели могут рассчитывать на дополнительные существенные скидки. По Москве и в Подмосковье организуется бесплатная доставка товара при покупке от 10 тысяч рублей.
Мы принимаем заказы на изготовление клетевых гаек из нержавеющей стали, со стержнем из оцинкованной и «клеткой» из нержавеющей стали.
Узнать более подробную информацию Вы сможете по телефону в Москве: +7 (495) 632 00 56 .
С этим товаром часто покупают:
Заклепки | Шайбы | Саморезы |
Приварной крепеж | Винты | Болты |



Москва
+7 (495) 632 01 13
+7 (495) 632 00 56
+7 (499) 977 74 47
Общий обзор гаек и особенности их применения
Гайка — крепёжное изделие в виде детали с резьбовым отверстием, образующее соединение при помощи винта, болта или шпильки.
Наиболее традиционная и широко применяемая гайка – шестигранная DIN 934. Ее удобно заворачивать и от руки, и простым рожковым ключом. Эти гайки могут разниться по конструкции, в первую очередь – по высоте. Основная гайка (Рис. 1) имеет высоту приблизительно равную 0,8 d (d – диаметр резьбы).
Шестигранные гайки
Низкие гайки
Имеют высоту 0,5–0,6 d. В нашем ассортименте их две – DIN 439 и DIN 936 , но размерные ряды совпадают не полностью (Рис. 2). Кроме того одна из гаек может выпускаться в исполнении без фаски.

Высокие гайки
Имеют несколько стандартизованных высот:
Высота равна 1,5 диаметра – высокая, DIN 6330;

Высота равна 3 диаметрам – удлиненная, DIN 6334.

Гайки для высоконагруженных резьбовых соединений
Несколько особняком стоит гайка DIN 6915, входящая в комплект для высоконагруженных предварительно напряженных резьбовых соединений стальных конструкций. Она обладает увеличенным размером под ключ по сравнению с основной гайкой (Рис. 3).

Корончатые и прорезные гайки
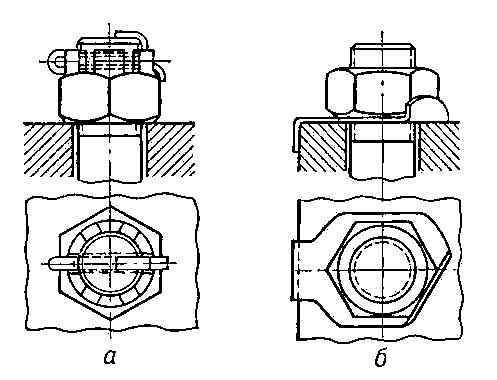
Корончатые и прорезные гайки DIN 935 получили свое название от формы. Их верхняя часть имеет характерные прорези. До диаметра резьбы М10 зона прорезей имеет ту же толщину, что и вся гайка, которая называется прорезной. Начиная с диаметра М12, зона пропилов утоньшается и называется корончатой (Рис. 4). По высоте гайки выпускаются обычными и низкими. Кроме того, они могут иметь обычные и мелкие резьбы.

Корончатые гайки часто используются как гаечный замок со шплинтом DIN 94 (Рис. 5).
Гайки с буртом или фланцем
Весьма распространены в промышленности гайки с буртом или фланцем, которые увеличивают одну из опорных поверхностей гайки. Тем самым увеличивается площадь контакта соединяемых деталей, равномернее распределяется нагрузка на них.
Гайка с фланцем DIN 6923 – гайка, одна из опорных поверхностей которой увеличена за счет конического элемента (Рис. 6). Фланец может быть гладким или рифленым.

Гайка с буртом DIN 6931 – гайка, одна из опорных поверхностей которой увеличена за счет цилиндрического элемента (Рис. 7).

Гайка с буртом в основном используется в станочном оборудовании, а с фланцем – в машиностроении.
Для более надежного контакта соединяемых деталей на увеличенную опорную плоскость гайки наносится дополнительное рифление. Такие гайки бывают нескольких типов, но в нашем ассортименте присутствуют только три (Рис. 8):

рифленая ребристая зубчатая
Колпачковые гайки
Гайки с глухим отверстием – колпачковые – бывают высокие и низкие (иногда называются «глухими»).

Приварные гайки
Гайка приварная DIN 929 (Рис. 9) имеет характерные выступы по трем ребрам. Именно они обеспечивают контактную стыковую сварку гайки и основания.

Самостопорящиеся гайки
Среди шестигранных существует семейство самостопорящихся гаек. Эти гайки имеют в конструкции элементы, препятствующие откручиванию в процессе эксплуатации, например, при вибрации. Стопорящий элемент представляет собой кольцевой вкладыш из нейлона, который располагается в специальной канавке имеющейся на опорной поверхности гайки (Рис. 10).

При навинчивании гайки под давлением резьбы вкладыш деформируется и препятствует свинчиванию гайки. Гайки с неметаллической вставкой бывают высокие DIN 982 и низкие DIN 985 (Рис. 11).

На том же принципе основана гайка с фланцем DIN 6926 (Рис. 12).

В то же время самостопорящаяся гайка с фланцем может быть выполнена и целиком из металла. Эффект стопорения обеспечивается деформацией резьбового отверстия гайки: оно имеет овальную форму DIN 6927 (Рис. 13).

Цельнометаллическая самостопорщаяся гайка выпускается также на базе основного типа DIN 6925 (Рис. 14).

Самостопорящиеся гайки выполняются также на базе корончатых, колпачковых и других гаек.
Неординарная стопорная гайка DIN 7967 вырубается из тонкой жести и используется чаще всего для законтривания (Рис. 15).

Квадратные гайки
Квадратные гайки представлены в ассортименте ЦКИ высокой, низкой и приварной конструкциями.

Круглые гайки
Круглые гайки представлены в ассортименте ЦКИ рифленой, шлицевой и гайкой с прямым шлицем на торце. Особенностью рифленой гайки является нанесение накатки по внешней поверхности цилиндрической части, облегчающее закручивание от руки.



Гайки-барашки
Близкие «родственницы» винтов-барашков – гайки-барашки DIN 315. Они также представлены двумя модификациями, отличающимися формой крылышек. Более остроконечные относятся к т.н. «американской» форме.


Мебельные гайки
В ассортименте ЦКИ имеется четыре очень непохожих друг на друга гайки, применяемых при производстве мебели.
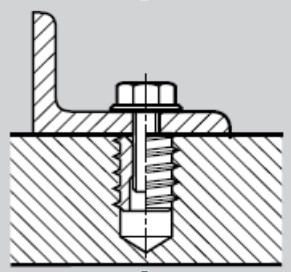
Гайка забивная устанавливается цилиндрической частью в предварительно подготовленное отверстие и забивается так, чтобы острые шипы по периметру «впились» в деревянную основу и препятствовали прокручиванию гайки в основании.

Гайка ввертная (она же «муфта мебельная») ввертывается своей внешней крупной резьбой в предварительно подготовленное (в соответствии со специальной таблицей DIN) отверстие.

Затем ее внутреннее резьбовое отверстие работает как в обычной гайке (Рис. 15).
Гайка декоративная (гайка Эриксона), как правило, устанавливается в сквозном отверстии совместно с ответным винтом. 

Гайка потайная (иногда называют «бочонок»). Устанавливается в цилиндрическое отверстие в деревянной основе таким образом, чтобы резьбовое отверстие было совместимо с соответствующим винтом. 

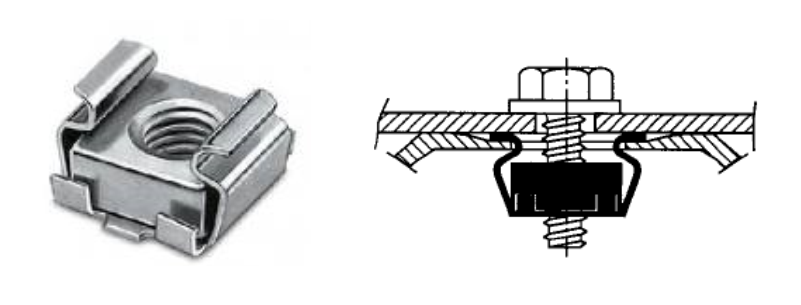
Гайка кузовная – скорее уже не деталь, а сборка. Она состоит из двух деталей: вкладыша и обоймы. Вкладыш – обычная квадратная гайка. Обойма изогнута особым образом из пружинной стали. Гайка используется при сборке кузовов автомобилей, организуя отверстия с резьбой в тонкой обшивке, направляющих электрических систем.
Гайка отрывная (иногда говорят срывная) антивандальная. Особый вид гайки, демонтаж который невозможен. Антивандальная гайка – это крепёжная деталь с нарезанной внутренней резьбой. Состоит из двух сочленённых частей: шестигранной, которая нужна для того, чтобы затянуть гайку целиком, и гладкой нижней, которая и остаётся после затяжки на месте монтажа. Подробнее посмотреть об особенностях работы можно в кратком обзорном ролике.

Шлицевая гайка – метиз с оригинальной конструкцией
ГАЙКИ КРУГЛЫЕ ШЛИЦЕВЫЕ КЛАССА ТОЧНОСТИ А
Slotted round nuts, product grade A. Specifications
МКС 21.060.20
ОКП 16 8000
Дата введения 1989-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.05.88 N 1395
3. Стандарт полностью соответствует СТ СЭВ 5957-87
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на круглые шлицевые гайки с номинальным диаметром резьбы от 6 до 200 мм.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Размеры гаек должны соответствовать указанным на чертеже и в табл.1.
1. Допускается по соглашению между изготовителем и потребителем изготовлять гайки М45-М125 с 4 шлицами.
То же, из латуни Л63, без покрытия:
То же, исполнения 2, с цинковым покрытием толщиной 9 мкм, хроматированным:
1.3. Теоретическая масса стальных гаек указана в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Поле допуска резьбы – 6Н по ГОСТ 16093.
2.2. Поля допусков размеров и допуски расположения поверхностей должны соответствовать указанным в табл.2.
Обозначение размера или допуска
Поле допуска или допуск
По 9-й степени точности ГОСТ 24643
По 11-й степени точности ГОСТ 24643
Допуски углов ± – по ГОСТ 8908.
Допускается по соглашению между изготовителем и потребителем изготовлять гайки с допуском перпендикулярности опорной поверхности к оси резьбы – по 11-й степени точности и шероховатостью поверхностей : 1,6; 3,2; 6,3 вместо : 0,8; 1,6; 3,2 – соответственно.
2.3. Марки материалов и их условные обозначения должны соответствовать указанным в табл.3.
Твердость по Бринеллю НВ, не менее
Условное обозначение марки (группы)
______________
* На территории Российской Федерации действует ГОСТ 380-2005. – Примечание изготовителя базы данных.
2.4. Гайки должны изготовляться с покрытиями: цинковым хроматированным; кадмиевым хроматированным; окисным, пропитанным маслом; фосфатным, пропитанным маслом или без покрытия. Выбор покрытия для определенного материала – по ГОСТ 9.303. Технические требования к покрытиям – по ГОСТ 9.301.
Условное обозначение покрытий – цифровое по ГОСТ 1759.0.
2.5. Твердость поверхностей шлицев гаек – не менее 372HV или 38HRC . Глубина закаленного слоя – не менее 1 мм.
По согласованию между изготовителем и потребителем допускается изготовлять гайки без термообработки.
2.6. Дефекты поверхности гаек – по ГОСТ 1759.3.
3. ПРИЕМКА
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида гаек должен проводиться визуально без применения увеличительных приборов в помещении с освещенностью не менее 300 лк. Допускается в спорных случаях применять лупу с 2,5-3-кратным увеличением.
4.2. Контроль размеров и допусков расположения поверхностей – по ГОСТ 1759.1.
4.3. Твердость термически обработанных гаек следует определять по ГОСТ 2999 или по ГОСТ 9013. Арбитражным является измерение твердости по ГОСТ 2999.
4.4. Шероховатость поверхности следует проверять путем сравнения с образцами шероховатости по ГОСТ 9378.
Допускается контролировать шероховатость поверхностей приборами.
Шероховатость резьбы проверяется на боковых поверхностях профиля.
4.5. Контроль дефектов – по ГОСТ 1759.3.
4.6. Контроль покрытий – по ГОСТ 9.302.
4.7. Допускаемые осевые нагрузки для гаек исполнения 1 из стали 35 с номинальным диаметром резьбы до 48 мм приведены в приложении 2.
5. УПАКОВКА И МАРКИРОВКА
Упаковка гаек и маркировка тары – по ГОСТ 18160.
Гайка шлицевая
Гайка круглая шлицевая (Магазин)
| Изображение | Описание | Магазин |
 | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| | подробнее | |
| |




